Technical options to reduce energy costs
Invest in improved ore beneficiation
The ore grade and quantity of gangue material has a direct and proportional impact on the energy consumption in the smelting process. Within the Omani chromite industry, there is currently limited use of beneficiation technologies, with several mining companies reporting hand sorting as the primary means of beneficiation. The use of modern, automated beneficiation technologies could be used to enhance the ore grade. Further details of the potential benefits of enhanced beneficiation are provided in the Beneficiation opportunity description (See section 25).
Optimise the smelting parameters
Using the standard submerged electric arc technology for smelting, reductions in energy consumption can still be achieved by optimising the smelting parameters. A study of smelting parameters in South Africa found that smelting energy consumption increased significantly as the Cr2O3 and FeO content of the ore decreased1. The need for high Cr2O3 and FeO content (45%+) in the ore to reduce smelting energy consumption is already well understood by ferrochrome producers in Oman and elsewhere and this is reflected in the market prices of chromite ore. However, the same study also found that 6% silica content in the ore was resulted in the lowest energy consumption. Ferrochrome producers should therefore seek sources of chromite ore with high Cr2O3 and FeO content and low SiO2 content (ideally 6%) in order to minimise energy consumption.
Further optimisation of smelting parameters can be trialled at low cost through the use of smelting simulation systems, such as HSC Chemistry2 – shown in Figure 26‑3.
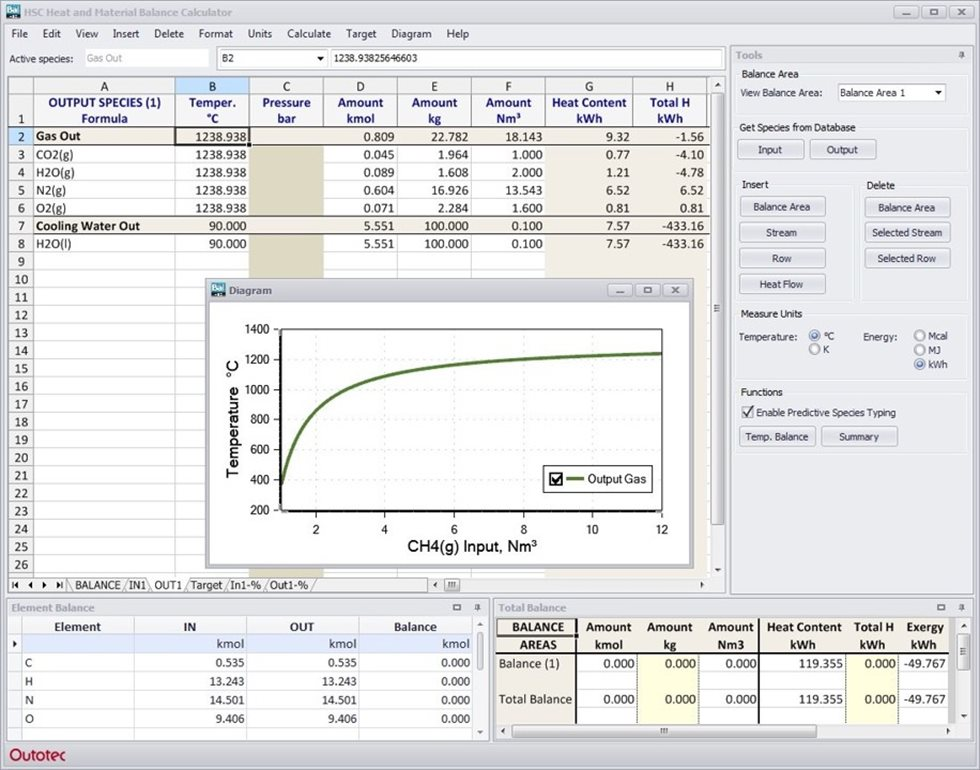
Figure 26‑3: Screenshot of HSC Chemistry simulation system.
Adopt the most energy efficient smelting technology
A wide variety of smelting technologies are now available including:
-
AC submerged-arc furnaces
-
DC open-arc
-
Outokumpu process
-
Premus
Each technology has been developed with slightly different objectives in mind. AC submerged-arc furnaces were the conventional approach for many years and have the advantage of being relatively low in terms of capital cost whilst also providing flexibility in terms of the raw materials that can be used in the process.
The DC open-arc process was developed to enable the processing of ore fines (< 1 mm) without the need for agglomeration and to eliminate the need for metallurgical grade coke in the process.
The Outokumpu process, also known as Steel Belt Sintering – Submerged Arc Furnace (SBS-SAF), involves grinding and pelletizing of ore fines, followed by sintering of green pellets and preheating before smelting. Whilst the pelletizing and preheating stages added additional capital cost and complexity, the pre-reduction that occurs helps to reduce overall energy consumption.
Finally, the Premus process, also known as Rotary Kiln – Submerged Arc Furnace (RK-SAF) further reduces electricity consumption, although does require significant quantities of pulverised coal for the pre-reduction phase. Figure 26‑4 provides and overview of the Premus process.
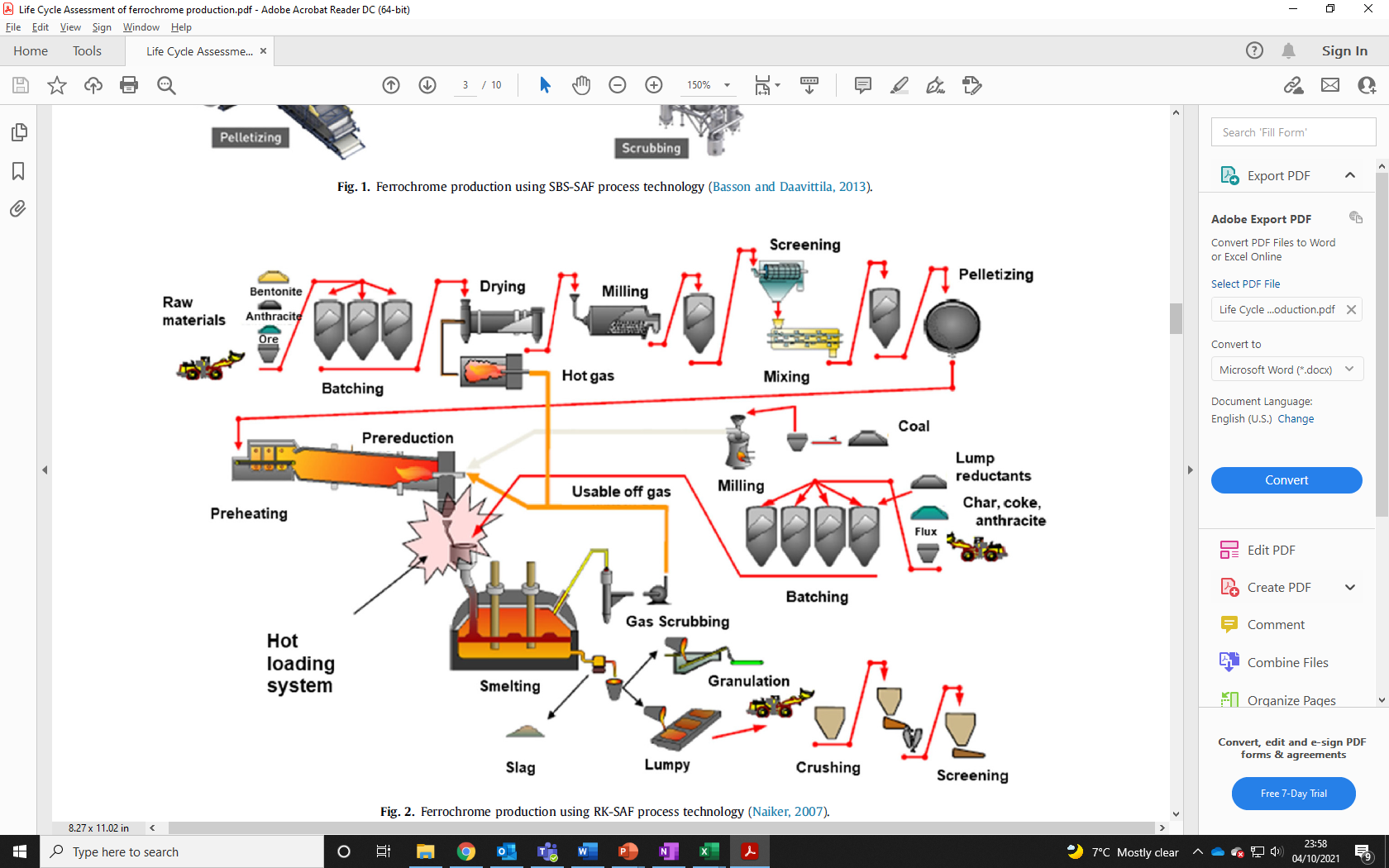
Figure 26‑4: Premus process for ferrochrome production (Source: Naiker, 2007).
A comparison of the typical electrical energy consumption per tonne of ferrochrome produced for each of these smelting technologies is shown in Figure 26‑5. This shows that the Premus technology provides a significant reduction in electrical energy consumption compared to the remaining technologies. However, this reduction in electrical energy consumption is mainly due to the use of coal to help with the pre-reduction phase. Figure 26‑6 reveals that the use of coal results in a higher overall quantity of greenhouse gas (GHG) emissions per tonne of ferrochrome produced by the Premus technology compared to the Otokumpu technology.
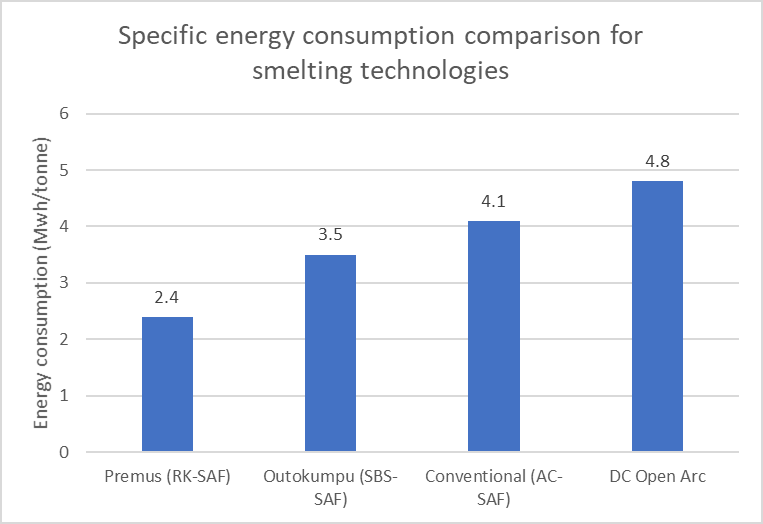
Figure 26‑5: Specific energy consumption comparison (source: Ugwuegbu, 20121).
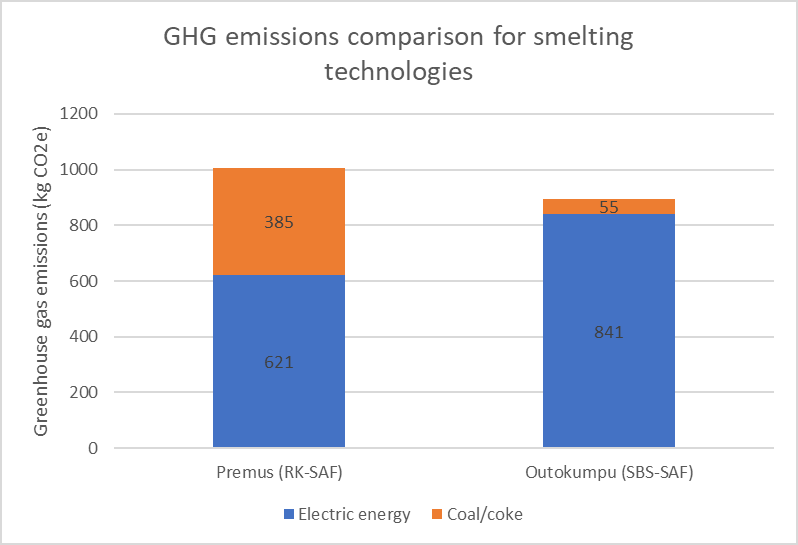
Figure 26‑6: Comparison of GHG emissions (source: Hamuyuni et al., 20211).
Based on the reduction in electrical energy consumption it offers, the Premus technology has been implemented in South Africa at smelters including the Lion 2 ferrochrome smelter complex, shown in Figure 26‑7, which is owned by Merafe Resources and Xstrata2. The Lion 2 complex includes two closed electric arc furnaces using Premus technology, providing 360,000 tonne per annum capacity. The facility was established in 2010 at a cost of ZAR 4.2 billion (~OMR 107 million) and claims to provide the lowest cost structure for ferrochrome smelting in South Africa.
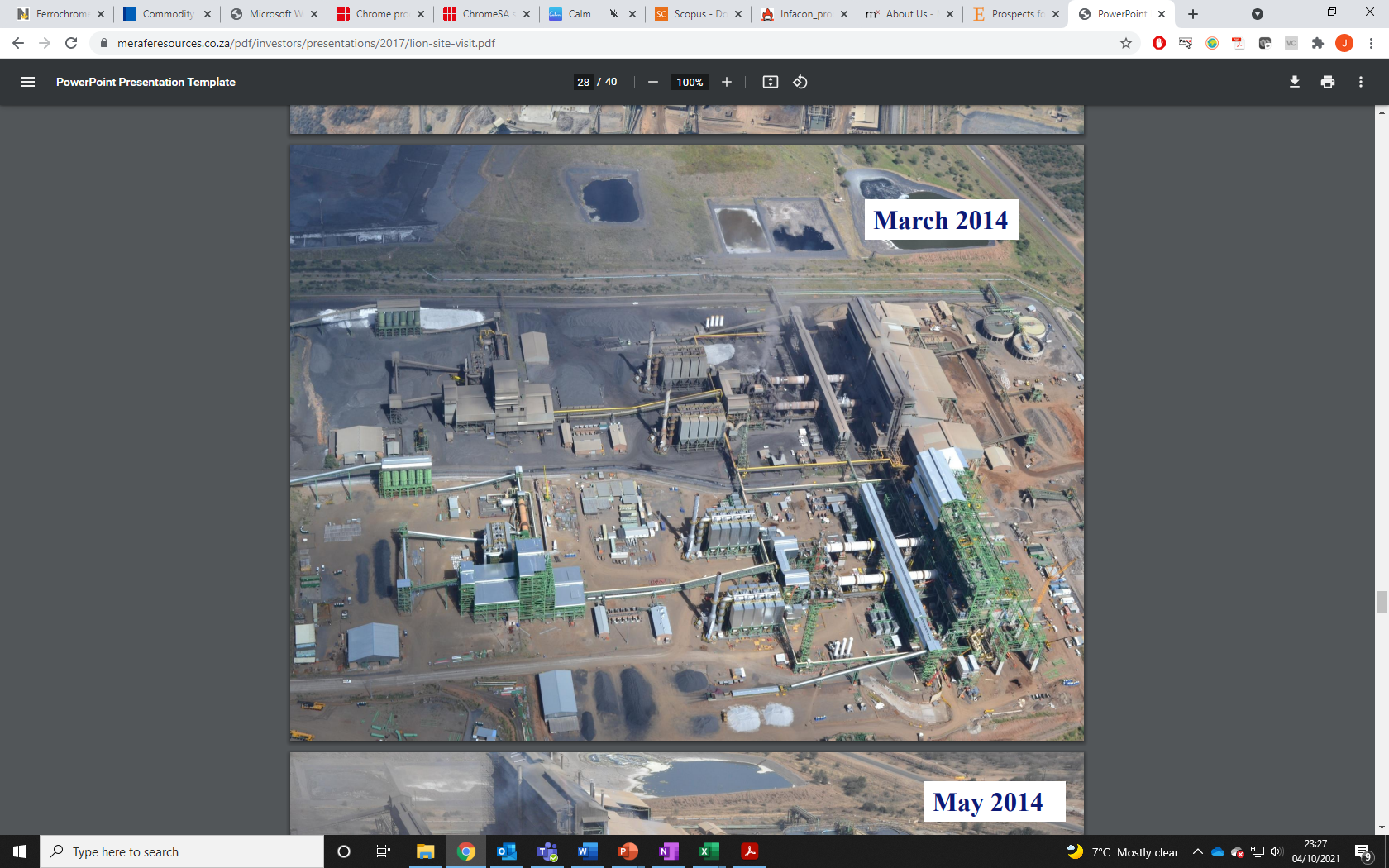
Figure 26‑7: Overview of the Lion 2 ferrochrome smelting complex.
Whilst the Premus technology has proven successful in South Africa, it is important to consider the wider context and strategy for the Omani ferrochrome industry before selecting which smelting technologies to invest in. First, the Premus technology requires significant use of coal, which is easily and cheaply available in South Africa. Whilst Oman has known coal reserves, these are not currently being exploited, meaning that coal supplies would have to be imported (thereby negating some of the cost reduction due to reduce electricity consumption). Thinking longer term, if Oman is able to take full advantage of the solar resources it has to power ferrochrome smelting, it might be preferable to invest in the Otokumpu technology over the Premus technology, as this combination of Otokumpu plus renewable energy would offer the lowest GHG emissions overall and would likely also be cheaper than the Premus technology in that situation.
Novel smelting processes
Process developed by KWG Resources and XPS
A further process developed by KWG Resources and XPS1, claims to offer ‘revolutionary’ reductions in energy consumption and greenhouse gas (GHG) emissions per tonne of ferrochrome. The technology uses a novel pre-reduction process that enables full metallisation to be achieved at temperatures as low as 1200°C2. However, attempts to contact the technology developers have not been successful and no evidence has been found of commercial application of this technology to date.
Process developed by EESTECH
EESTECH Inc.3 is a US company with operations in Australia and New Zealand. The company aims to introduce zero-waste processes into the mining industry. With partners Inductotherm and Tetronics they developed a process based around a new induction furnace, the Inductosmelt Reduction Furnace (IRF), capable of melting or smelting non-conductive materials. The process reduces the energy use significantly as compared to electric arc or blast furnaces and achieves of up to 99% recovery of metal from non-conductive metal oxides.4 For FeCr smelting this process uses 1800 kWh/t of energy (compared to typically 3,000 – 4,000 kWh/t).
The IRF is a modular design and scalable. Each module is capable of smelting up to 12 t of metal ore / h. It has a small footprint (room size) and runs a continuous process . As a ballpark figure for processing 90,000 t/yr cost is approximately USD 30,000 mill., which is less than conventional smelting processes.
The slag from the process can then be converted into “Thermasand”- an inert material which can be used in place of “normal” sand, e.g., as foundry sand or also as feedstock for the production of geopolymer cement products where it is expected to reduce CO2 emissions significantly as a replacement for Portland cement.
The IRF process is currently being implemented in South Africa, at Samancor’s site at Emalahleni for the processing of slag. The slag still contains 2-3 % of FeCr, but also ~ 20% of unconverted chromite (spinel). EESTech is expected to process over 700,000 tons of ferrochrome (FeCr) slag per year, recovering up to 99% of FeCr. Under the terms of agreement any metal produced will be sold to Samancor, with all post process tailings being 100% owned and marketed by EESTech as ThermaSand.
Make use of furnace off gasses for electricity production
In South Africa, pilot studies have commenced in 2021 to investigate the cost effectiveness of generating electricity from furnace off gases using Stirling engines5. The pilot studies are being conducted with Swedish Sterling, who have developed a containerised unit capable of providing 400 kW of electrical power. The unit is relatively simple to retrofit within an existing production facility as the containerised system can be located outside of the main facility – see Figure 26‑8. They estimate that a typical application will reduce externally purchased electricity by around 15% and provide a financial payback within five years.

Figure 26‑8: Stirling engine installation at a smelting facility (source: Swedish Stirling).
Why invest in reducing energy costs for chromite processing?
The majority of Oman’s chromite ore is currently being exported as basic ore, with very little beneficiation or added value processing. By far the biggest market (by volume) for added value chromite products is ferrochrome. To be successful in the international ferrochrome market, low energy costs are essential due to the energy intensive nature of ferrochrome processing.
The global ferrochrome market size was valued at US$ 16.77 billion in 2018. Compound annual growth rate estimates for the ferrochrome market range from 2-3%1 up to 4.6%2 out to 2030 (see Figure 26‑9), primarily driven by increasing demand for stainless steel.
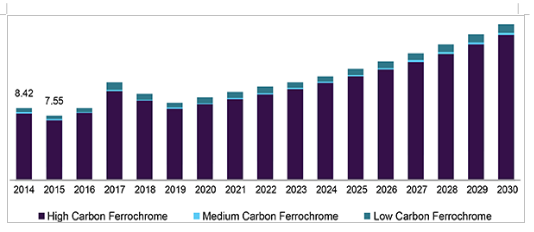
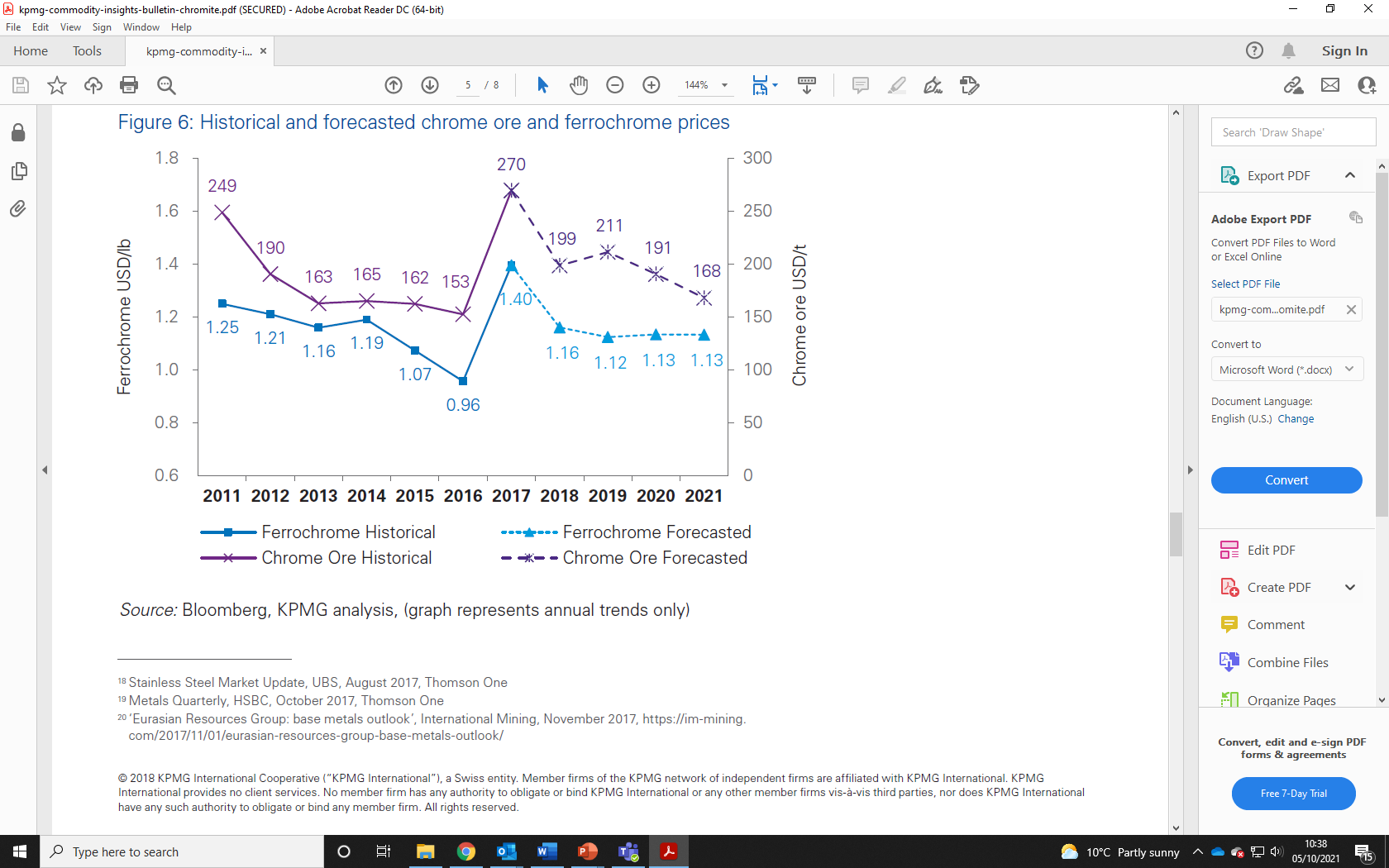
Figure 26‑10: Chromite ore and ferrochrome price trends (source: KPMG1)
From a national economy perspective there are two key arguments in favour of investment in energy cost reduction to support the ferrochrome industry. First, enhanced in-country value addition. Specifically, chromite ore is currently exported at a price of approximately $90-110 per tonne. On the international ferrochrome market, ferrochrome is selling for $800 – 1,200 per tonne. There is therefore around $1,000 of additional in-country value addition that will include support for jobs, purchase of electricity, and purchase of locally-sourced reductants.
The second argument in favour of investment in ferrochrome production is that it would help the nascent steelmaking industry in Oman to grow. Steel is essential to support infrastructure and construction programme in Oman but could also be exported for use in a wide variety of industries.
How could Oman gain a sustainable competitive advantage?
Oman is blessed with both significant chromite ore resources and highly reliable solar resources. This combination suggests that there is a significant opportunity for Oman to become a global leader in ferrochrome production with ability to remain competitive on price and a low carbon footprint product as a point of differentiation. The successful Qabas solar farm project linked to the ferrochrome smelter within the Sohar Freezone is evidence that this type of strategy is achievable at scale.
Currently, there is a window of opportunity for Oman as the two largest producers of ferrochrome, China and South Africa, are struggling with increasing energy costs. Ferrochrome output from China was down around 20-30% in July 2021 due to power shortages2. In South Africa, 40% of the country’s ferrochrome production capacity has stopped production due to a 500% increase in electricity costs since 2008. South Africa is only now beginning to consider the potential for local renewable energy and co-generation for ferrochrome smelting. If the Oman ferrochrome industry was to quickly scale up its use of renewable energy sources. it could be very well positioned to gain market share from the China and South Africa by offering a low carbon footprint ferrochrome product with at a very competitive price.
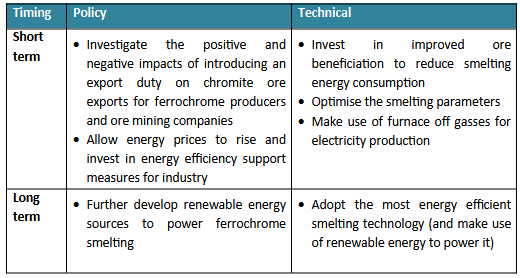
This section has focused on the financial challenges that are common to the ferrochrome smelters in Oman as well as leading countries in the ferrochrome industry, such as South Africa and China. Whilst ferrochrome smelting remains an energy intensive process, there are a variety of technical and policy measures that could be adopted within the industry in order to reduce both the cost and carbon footprint of Omani ferrochrome.
Competing with countries such as South Africa and China on a ‘business as usual’ basis is unlikely to be successful given the economies of scale benefits producers in these countries have. However, by implementing these measures and investing heavily in renewable energy, the Omani ferrochrome industry could establish a strong niche in the market focused on low carbon footprint ferrochrome. To achieve this goal, the following short and long-term actions are recommended to support energy cost reduction for the ferrochrome industry of Oman.
Table‑8. Policy and technical options to support energy costs reductions in chromite processing.