Introduction
Oman has legacy waste from previous mining activities: State-owned Oman Mining Company (OMCO) produced approximately 19.2 million metric tons of ore during its years of operations (ceased in 2016). Mawarid1 had been mining copper in the mining areas at Shinas and Safwa from 2000 to early 2010s – during that time, they mined approximately 6 million tonnes of ore by open cut mining methods and processed it at their Lasail concentrator, which has a capacity of 1 million tons per annum2. In addition, future mining and processing operations will also generate waste. Both of these waste streams can be a source of valuable metals and other products.
Copper mining and processing waste streams can either generate products that are:
-
High value, low volume: For example, the recovery of metals such as gold or platinum group metals (PGM), reprocessing legacy copper mine tailings to extract further copper. Methods that would extract these are likely to require high CAPEX.
-
Low value, high volume: For example, building materials, aggregate. These require lower CAPEX but due to relatively high transport cost may not be readily sellable in international markets.
Current operations in Oman
Green Tech Mining and Services
Green Tech Mining & Services is a state-owned entity, founded as a Special Purpose Vehicle by Oman Mining Company LLC. Oman Mining Company (OMCO) is the wholly government owned mining operator in the Sultanate of Oman. OMCO was established by Royal Decree in the early 80s with the instruction to exploit copper reserves in the vicinity of Sohar by modern mining techniques.
OMCO established Green Tech Mining & Services in 2018, a Special Purpose Vehicle in the form of a Joint Venture, to deal with the environmental legacy in the mining areas and to entirely restructure mining operations in Oman to turn it into a green, widely acceptable and a long-term sustainable industry. The aim is to focus on remediating the contaminated mining sites in the country, with the goal of restoring the surrounding environment and treating the ground water to its original state as much as reasonably possible, while recovering minerals from this waste and generating income for Oman.
Copper and gold recovery from Arja’a tailing dam1
Copper production activities, which included mining, concentrating, smelting and refining by the Oman Mining company seized in 2016. Work is currently being undertaken to remediate tailings located in Arja’a, which represent the biggest environmental hazard in the Sohar area.
Gren Tech Mining and Services (GTMS) has been able to demonstrate a non-toxic process to get metals, including gold, into solution. This gold extraction technology should finance the environmental clean-up using cyanide free heap leaching. The pilot plant will be upgraded into a gold production plant with environmentally friendly processes. As of 2021 a feasibility study, including a full sampling campaign of the Arja’a tailings dam and reserves calculations according to JORC standard, has been completed.
Gold recovery at Rakka and Bishara
Gold mining operations using cyanide leaching in Rakka and Bishara445 between 1994 and 2009 left behind six tailing ponds and several ore stockpiles.
GTMS has plans to mine tailings, or stockpiles and the contaminated waters in order to reduce the environmental burden. Initial results suggested that remaining gold from Rakka tailings can be recovered – avoiding cyanide leaching.
Case studies: Copper and gold from mine tailings
In some cases, tailings from old mining operations still contain sufficient amounts of copper and other precious metals to make recovery possible using newer technologies. We identified three case studies where technologies are used to extract copper and gold from mine tailings.
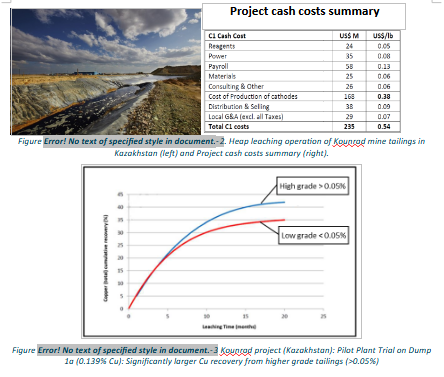
Case study: Extraction of copper by heap leaching in legacy copper tailings in Kazakhstan
At the open pit Kounrad mine, copper mining operations were carried out between 1936 and 2005. Legacy tailings from past operations contain between 0.2 – 0.5 % copper, and it was estimated that in total the waste contained in excess of 250,000 t of recoverable copper. Operations have now been set up to extract copper from these tailings using SX-EW (solvent extraction – electrowinning). This resulted in the recovery of 110,100 t of copper by 31 Dec 2020.1,2 Copper recovery is dependent on the initial grade of the copper as well as leach duration.
Case study: an R&D project on how to extract valuable elements from copper tailings in Chile
Between 2001 and 2011, the Chilean mining industry generated over 2,000 million tons of tailings. The National Geology and Mining Service (SERNAGEOMIN) surveyed 718 tailings dams in the country and found that they have economically interesting concentrations of elements such as iron, aluminium, lead, selenium, tellurium, rhenium and rare earth elements.
More recently a research project in Chile investigated and developed processes for the extraction of valuable elements from copper tailings. Project partners are EcoMetales and JRI, together with Dutch company Fugro and the Chilean commission of nuclear energy.
The project was split into 3 sub-projects and most of the results are publicly available :
-
Project 1: Development of scientific methods for representative characterization of tailings1
-
Project 2: Experimental methods to recuperate high value elements from tailings2
-
Project 3: Validation of the process designed in project 2 for the recuperation of high-value elements from tailings
The information was collated by EcoMetales and JRI, and made available to other players in a bid to foster implementation of projects to recover value from mine tailings by reducing their cost and other entry barriers. The program received funding of 1,000 mill pesos (USD 1.2 million) from the Chilean government and forms part of the national high-grade mining program3
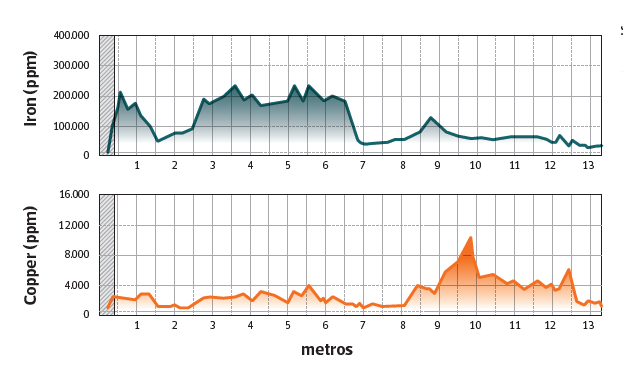
Figure 22‑3. Cross section of a tailings heap. Analysis performed with technology developed by Fugro. The analysis allows to locate areas in the tailings with higher copper concentration.
Case study: Process optimisation for gold recovery at Anglo Asian Mining’s Gedabek mine in Azerbaijan
Gedabek is a gold and copper mine in Azerbaijan. Anglo Asian began construction of an open pit mine and a conventional heap leach and processing facility for the recovery of gold, copper and silver in 2008. The company poured its first gold in May 2009, making it the first gold/copper producer in Azerbaijan in modern times. Ore is processed at Gedabek to produce either gold doré (an alloy of gold and silver with small amounts of impurities, mainly copper) or a copper and precious metal concentrate.1,2,3 The ore body at Gedabek is a complex copper-gold porphyry deposit, comprising intermixed oxidized, transition and sulfidic gold-bearing ores.

Figure 4. Gedabek mine; the ore body is a complex copper-gold porphyry deposit, comprising intermixed oxidized, transition and sulfidic gold and copper-bearing ores.
An initial process used gold recovery by fixed-bed resin ion exchange. However, the nature of the ore resulted initially in a high build-up of copper in the recirculating leach liquors. This was mitigated by a SART (Sulfidisation-Acidification-Recycling-Thickening) plant to remove copper from the solution. 1
As mining progressed, ores became less oxidised and harder and gold recoveries decreased. In 2012, agitation leaching was introduced to operate in parallel with heap leaching.
Processes used included:
-
Heap leaching process: For low-grade ores (<1.5 g Au/t).
-
Agitation leaching process: For high-grade ore (>1.5 g Au/t).
-
This uses a unique combination of resin-in pulp (RIP) leaching and SART (sulfidisation, acidification, recycling and thickening).
-
-
DOWEX XZ-91419 ion exchange resin: Gold is recovered from the leach pulp by contact with a gold-specific ion exchange resin, DOWEX XZ-91419, in a series of six tanks equipped with Kemix pumpcell contactors.
The initial operations of these plants resulted in high copper concentrations in the leach liquors, which lead to an unacceptably high consumption of cyanides, leading to high operating costs. This was mitigated by adding ammonium to the process. The ammonia suppresses the dissolution of copper,
without adversely affecting the extraction of gold.
The average saving in NaCN over the 13-month period when ammonia was being added into the leach tanks was 4.2 kg/t ore treated, whilst the average quantity of ammonia consumed was 5.9 kg/t ore. Based on the delivered costs of these products, the total saving was about US$5/ton of treated ore.2
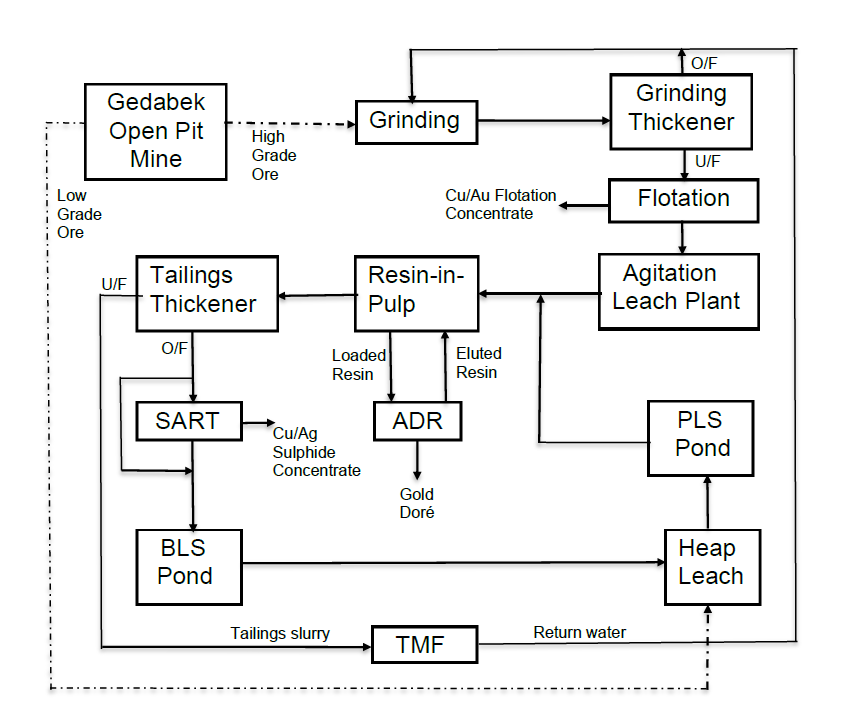
Figure ‑5: Flow sheet of the integrated process at Gedabek with flotation followed by leaching (source A. J. Monhemius).
Technology for the in situ analysis of mine tailings
German company JC Bachmann1 developed a cone penetration testing (CPT) probe with an embedded XRF (X-ray fluorescence) sensor. The technology is now offered by sister-company Gecco-Tec.2 The probe can be used to analyse tailings in situ (without the need to send drilling samples to a laboratory). Tailings analysis is undertaken in partnership with German company “GLU Geologische Landesuntersuchung GmbH Freiberg”. 3
The probe can be connected to a 20-ton tracked vehicle which provides the means to apply pressure onto the probe while it is sent into the ground. Using the CPT-XRF probe speeds up sampling and analysis of tailing heaps significantly. Data from the probe can be used for 3D modelling of resources. A key advantage is the continuous stream of data available in real time, leading to significant savings of time and money compared to the use of diamond drills and sample analysis in laboratories.
The technology has been successfully used in the analysis of tailings at the El Teniente mine in Chile (by Dutch company Fugro) 4. The CPT-XRF probe also allows to take samples for further laboratory analysis. It should be noted that XRF is generally unsuitable for the detection of gold but can be used for the detection of a variety of elements, including Cu, Sn, Pb, As and Cd. The technology is currently being further developed so it can be used in blast hole drilling, which requires miniaturisation of the equipment.
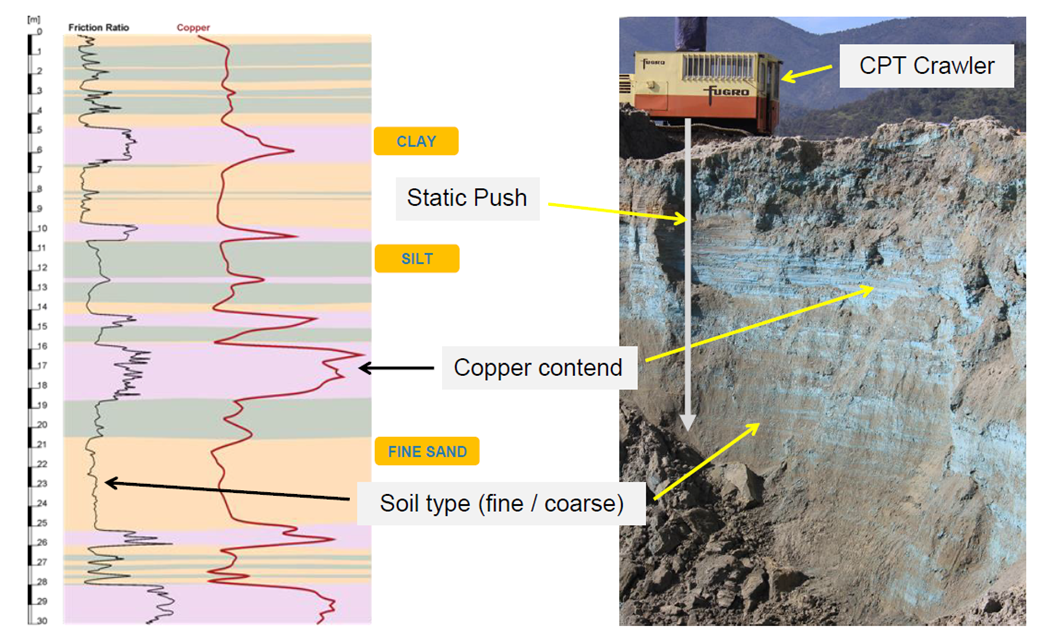
Figure 22‑5: Investigations of tailings with Fugro’s CPT-XRF probe. Above example shows copper concentration (red line) and soil type (measured by friction ration) Source: Fugro.
Technologies to obtain gold from mine tailings
The IIA was particularly interested in extracting gold from mine tailings as it is a high-value metal that has the potential to generate significant income as well as fund operations for recovering valuables from tailings. Cyanide leaching followed by gold recovery using resins or activated carbon is the “standard” method to recover gold. This section describes some of the well-known methods and processes, as well as alternative for gold recovery from tailings:
Cyanide leaching
Cyanide leaching is the method of choice for most of the world’s gold production. Gold is then recovered from the cyanide leaches using activated carbon and – more recently – ion exchange resins.
The chemical process of cyanide leaching is described by Elsner’s equation:
4Au+ 8NaCN+ O2 + 2H2O 4NaAu(CN)2 + 4NaOH
In the copper production process, cyanide leaching is also used in the in-process recovery of gold and valuable metals (hydrometallurgical leaching) from copper anode slimes.
Resins & activated carbon
Activated carbon is widely used for gold recovery from cyanide leach liquors.
Alternatively ion exchange resins can be used and novel developments in this area include:
Ion exchange resins by Multotec
Multotec’s Clean-iX® platform targets the recovery and extraction of metals from pulps and solutions using ion exchange resins. Multotec developed Clean-iX® for gold and claims to recover up to 25% more gold than carbon processes for carbonaceous deposits. The process can be used to recover multiple products from tailings, and also recovers cyanide.1
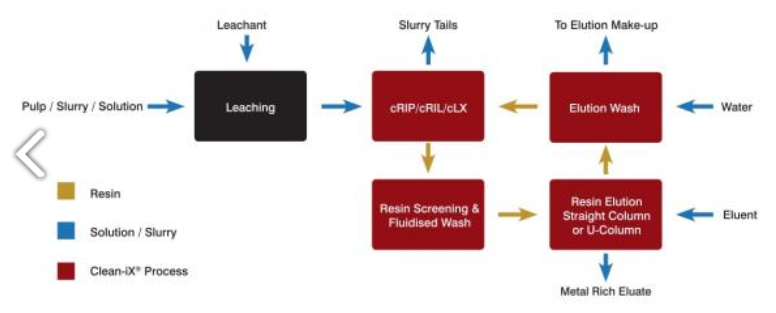
Figure 22‑6: Process using Clean-iX for gold recovery from pulps and solutions (source: Multotec).
IXOS® by Sixth Wave Innovations (Canada)
IXOS®, a line of molecular imprinted extraction polymers for the gold mining industry. IXOS® is designed to be more selective, more efficient, have higher capacity, and offer environmental benefits compared to current processing methods.1 Molecular imprinted polymers developed by Canadian company Sixth (6th) Wave Innovation show very promising results for the recovery of gold from cyanide leaches and alternative lixiviants. Tests are currently ongoing, initial results from a gold mine in Turkey look very positive.2 A comparison of IXOS® with traditional activated carbon process is shown in Table 22‑1.
Table 22‑1: Comparison of IXOS® molecular imprinted polymers with legacy activated carbon process.
|
IXOS® |
Activated Carbon |
|
|
Process |
No pressure, 60 °C |
High pressure (50 psi), 160° C |
|
Regeneration |
Not required; eluent is reusable |
at 500-900 ° C |
|
Stripping cycle times |
3 h |
13-24 h |
|
Footprint |
1/5 of equivalent carbon desorption & recovery |
– |
Resin-in-Pulp (RnP) process by Met63 (South Africa)
Resin-in-Pulp (RnP) process was developed to recover dissolved metals from high volumes of low-grade residue slurry streams by South African company Met63. Valuable metals which can be recovered include Au, Cu, Co, Zn, and Ni.1
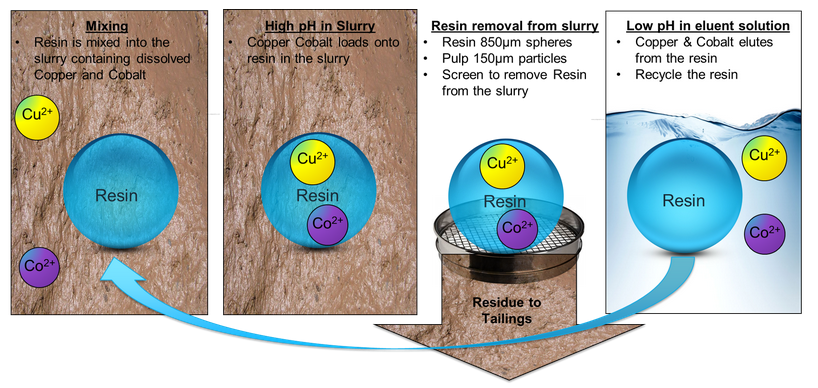
Figure 22‑7: Resin in Pulp process for recovery of valuable metals by Met63. (Source: Met63)
Inline recovery of gold from copper anode slimes
Inline technology developed by Metso Outotec
Metso Outotec claim high total recovery (> 99.99%) and high purity (>99.99%) from their hydrometallic process which include the recovery and refinement of gold present in copper anode slimes.
The process involves pre-leaching of anodes slimes to remove impurities and base metals followed by an oxidative leaching step1

Figure 22‑8: Metso Outotec process of gold recovery of gold from anode slimes.
Bioleaching & use of microorganisms in gold and copper recovery
German company BRAIN Biotech AG focuses on developing and marketing new biological ingredients for a variety of industries. The company has a selection of copper ore-leaching bio-organisms1 and recently also focused on alternatives to gold cyanide leaching. For ores with less than 2 ppm of Au, microorganisms are available which attach to the surface of gold containing particles, which can then be concentrated in a flotation process.
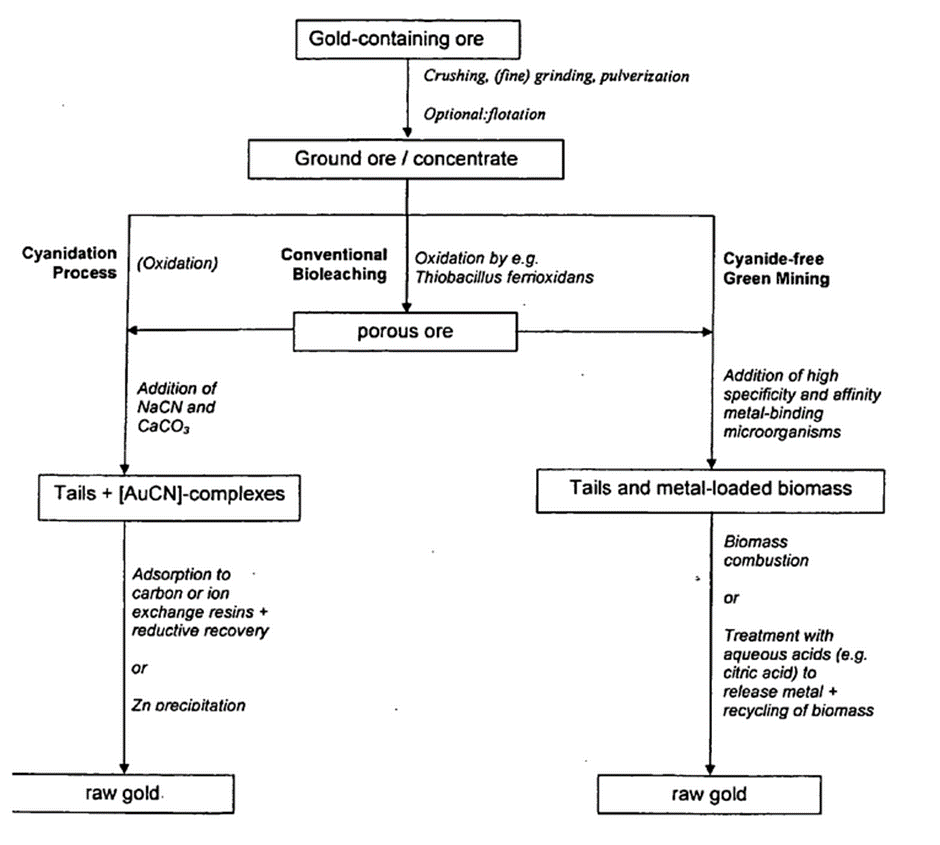
Figure 22‑9: Comparison of Au recovery using cyanide leaching (left) and process developed by BRAIN Biotech (right) Source: EP2271781B1.
Other separation processes for gold recovery from Cu mining and processing waste
Magnetite particles
Researchers in Iran developed a process of recovering gold from copper anode slimes using magnetite nanoparticles. The commercial status of this technology is unknown at this stage.1
Cleangold process for artisanal mining (USA)
US-based company Cleangold developed a process to use magnetism to crate riffles for a physical separation of gold from grains with lower density. This has been successfully used in many small-scale mining projects. 2
Low-value materials (aggregate, rock) from copper mine tailings
In various geographies mine tailings and other waste from the mining industry have been used for various lower-value applications. Typically, the exact nature of the application is specific to each individual mine 1. Examples are:
-
Replacing sand with copper tailings in Zambia. 30% sand could be replaced with copper tailings, resulting in cost savings for concrete2.
-
Pre-wetted tailings as partial cement replacement of additive material. In Cyprus, utilization of 5% pre-wetted tailings either as a cement replacement or an additive material was found to be the best tailings reuse approach3.
-
Portland cement mixtures using tailings as aggregate. A Chilean study investigated the mechanical properties resulting from the making of Portland cement mixtures with tailings as aggregates so that they can be eventually used in paving stones for building inactive tailings dams. The study had a positive outcome and showed that the addition of tailings to a cement mixture increased bending strengths and compression strength4
-
Copper tailings in stucco mortars. Another Chilean study showed that copper tailings can be used successfully in stucco mortars5.
It should be noted that a recent review paper in the area stated that “The research of tailings in cement and cement concrete is currently still in its infancy and there is insufficient literature available”6.
Zero waste processing in mining: EESTECH
EESTECH is an American company with operations in Australia and New Zealand, focused on the delivery of environmentally sustainable mine sites and process waste management services.1 The company is developing processes for zero waste processing in mining. They are currently working with Samancor in South Africa, where they will re-process FeCr slag with a new process based around a novel energy saving induction furnace (developed with partner companies Inductotherm and Tetronics) – see Section Error: Reference source not found for further details.
Nearly all the metal can be taken out by this process. The residue can be treated in such a way that all metals get encapsulated, creating an inert and safe material (Thermasand) with applications in sandblasting, foundry sand and geopolymer in concrete (an energy saving alterative compared to Portland cement), to list a few. Apart from FeCr, the company also focuses on titanium, copper and nickel, with an industrial partner (who cannot be disclosed at this stage).
Key technology trends
Key technology trends were discussed in the previous section. For legacy tailings they include:
-
The in-situ analysis of mine tailings using a CPT-XRF probe.
-
Using alternatives to cyanide leaching.
-
Improved recovery of gold and other metals from solutions using resins and molecular imprinted polymers.
In the future, processes with embedded waste processing may become more commonplace, as pioneered by US company EESTECH Inc.
Business canvas for tailings processing
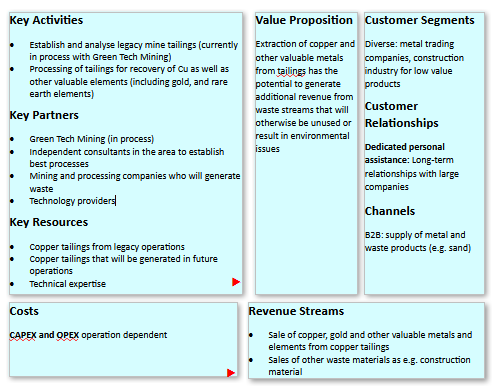
Figure ‑6: Business canvas for processing
Next steps
-
Establish which mining wastes could give most value and/or create current environmental problems (in process).
-
Decide on aims of projects.
-
Remediation / removing of toxicity.
-
Recovery of valuable metals and elements (e.g., gold, platinum group metals, rare earth elements).
-
Timeline.
-
-
Find best process/ company to process mine waste.
Potential partners to support the extraction of value from mining and processing waste streams are presented in Error: Reference source not found.
Table ‑1. Potential partners for obtaining value from mining and processing waste streams.
|
Partner |
Expertise |
URL, contact |
|
Emeritus Professor John Monhemius Imperial College London, UK |
|
https://www.imperial.ac.uk/people/j.monhemius Email: j.monhemius@imperial.ac.uk |
|
GLU Freiberg, Tailings analysis (Germany) |
|
www.glu-freiberg.de Uta Alisch U.Alisch@glu-freiberg.de Martin Wibbeling m.wibbeling@glu-freiberg.de |
|
Geccotec |
|
https://www.geccotec.com |
|
BRAIN Biotech AG (Germany) |
|
https://www.brain-biotech.com Dr. Martin Langer, Executive Vice President ml@brain-biotech.com |
|
EESTECH Inc (USA/ Australia) |
|
http://www.eestechinc.com Graeme Lynch glynch@eestechinc.com |