COPPER
Click on the relevant box below to jump to that opportunity.

Copper in Oman
We used desk-based and primary research interviews with key stakeholders to determine current activity within the Omani copper industry. Figure 20 1 shows the copper value chain with the coloured items signifying areas that are active in Oman, which include exploration for new copper deposits, wire and cable production and copper recycling.
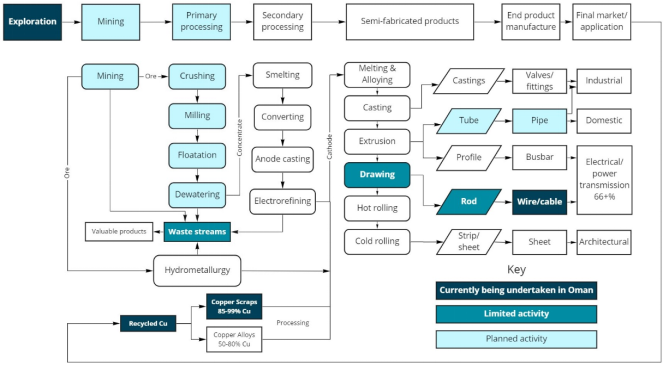
Figure 20-1: Copper value chain active in Oman
Results from our research were presented in a workshop with industry stakeholders. Following discussions at the workshop and with the IIA the opportunity areas below were selected for further research and are presented either in the sections below or in the section on cross-industry opportunities.
Table 20-1: Opportunities selected for further research
|
Opportunity |
Type |
Rationale for inclusion |
|
Licensing process |
Cross-industry |
Simplifying the licensing process was recommended to attract investment in the sector and improve transparency. This will benefit the sector as a whole. |
|
Life of Mine Plan |
Cross-industry |
Life of mine plan is the strategic plan required to successfully deliver the objectives of a mining project. Although large mining projects in Oman tend to have a life of mine plan, most small projects do not have one, which lead to inefficient mining practices and losses to both the mining company and Oman’s mineral resources. This was recommended as a key requirement that should be part of mining policy in Oman. |
|
Setup concentrators at key locations in Oman |
Copper-specific |
These two opportunities have been merged into one called Processing. It was recommended that concentrators are set up at strategic locations in the country to make it easier for copper mines to send their ore. Furthermore, Oman has one old smelter that is not operating. This will either need to be refurbished or upgraded. Alternatively, other secondary processing technologies can be explored if mining output cannot meet volume requirements of a smelter. |
|
Refurbish the existing smelter or explore alternative secondary processing options |
||
|
Value from copper waste |
Copper-specific |
Value that can be extracted from both legacy waste as well as new waste that will be generated from future projects will add additional value. |
|
Scrap processing |
Copper-specific |
Combined into a single opportunity called scrap processing and end product manufacturing. Scrap processors have access to new copper waste from within Oman. These company can potentially further process copper waste into products with additional value from rods to alloys such as brass and bronze. |
|
End product manufacturing |
||
|
Alloys |
Copper processing
Introduction
Currently no copper mining activity is underway in Oman. State-owned Oman Mining Company (OMCO) produced approximately 19.2 million metric tons of ore and approximately 143,000 t of copper cathode during its years of operations. OMCO owns Oman’s only smelter in Wadi al Jizzi, which is not operational, currently. The smelter and refining plant started operating in 1983. In 1992, imported copper concentrates began to be supplied to supplement local production due to a decrease in ore reserves in the Sohar area1, while for a period of time 100% of the concentrates were imported. Finally, operations ceased in 2016, partly due to changes in environmental regulations2 and exhausted resources in mines.
Another company, Mawarid3, has been actively exploring for precious and base metals, and mining copper in the Sultanate since the company was incorporated in 2000. The company successfully completed mining at Shinas and Safwa in the early 2010s. During that time, they mined approximately 6 million tonnes of ore by open cut mining methods and processed it at their Lasail concentrator, which has a capacity of 1 million tons per annum4.
Copper resources and projects in Oman
There are a number of sites across Oman estimated to have copper resources. These are shown in Figure 21‑1 and the estimated resources are shown in Table 21‑1. Based on this Oman is thought to have almost 70,800 kilo tons of ore which may contain around 1.1 million tons of copper.1 Although none of this is being mined in Oman at the moment, there are a number of early-stage copper projects that have been identified (Table 21‑2). Mined ore from these sites would benefit from additional processing within the country in the future.

Figure 21‑1: Sites across Oman with copper resources
Table 21‑1: Estimated copper resources in Oman
|
Block |
Location |
Estimated ore in Mt |
Cu% |
Calculated total Cu in tons |
|
Washihi |
Washihi Mazzaza |
9.7 |
0.88% |
85,360 |
|
Block 1 |
Shinas |
1.57 |
0.72% |
11,304 |
|
Hatta |
1.2 |
3.50% |
42,000 |
|
|
Mandoos |
8.24 |
1.48% |
121,952 |
|
|
Block 2 |
Safwa |
1.16 |
2.66% |
30,856 |
|
Block 4 |
Bayda |
1 |
3.00% |
30,000 |
|
Aarja |
2.56 |
1.42% |
36,352 |
|
|
Lasail |
13 |
2.00% |
260,000 |
|
|
Block 5 |
Maqail South |
0.12 |
4.20% |
5,040 |
|
Mahab 4 |
0.7 |
3.30% |
23,100 |
|
|
Ghuzayn |
Ghuzayn |
14.8 |
1.60% |
236,800 |
|
Block 7 |
Daris |
0.6 |
3.00% |
18,000 |
|
Block 10 |
Al jadeed |
0.9 |
1.13% |
10,170 |
|
Bishara |
3.7 |
0.98% |
36,260 |
|
|
Al Ashgar |
1.74 |
2.23% |
38,802 |
|
|
Hayl As Safil |
6.1 |
1.37% |
83,570 |
|
|
Rakah |
3.7 |
1.09% |
40,330 |
Table 21‑2: List and status of mining projects in Oman
|
Project Owner |
Block |
Location |
Stage |
|
Al Hadeetha Resources LLC (Alara+AlHadeetha+AlTasnim) |
Washihi |
Washihi-Mazzaza |
Engineering |
|
Mazoon Mining Company (MDO+OMCO) |
Block 10 |
Yanqul |
Reserve confirmation +FEED |
|
Mawarid Mining Company |
Ghuzayn |
Ghuzayn3 |
DFS |
|
Ghuzayn |
Ghuzayn2 |
Resource defintion |
|
|
Daris Resources LLC (Alara+AlTamman) |
Block7 |
Daris East |
Resource defintion |
|
Block7 |
Daris 3A5 |
Resource defintion |
|
|
Force Commodities Limited |
Block4 |
Zuha |
Resource defintion |
|
Block5 |
Mahab 4 |
Resource defintion |
|
|
Block5 |
Maqail South |
Resource defintion |
|
|
Awtad Mining+Alara Resources |
Block8 |
Regional |
Regional exploration |
|
Manajem Mining Company (Mawarid +MDO) |
Block 1 |
Regional |
Regional exploration |
|
Block2 |
Regional |
Regional exploration |
|
|
MDO+OMCO |
Block3 |
Regional |
Regional exploration |
|
Block4 |
Old mines area |
Regional exploration |
|
|
Mazon Mining Company (MDO+OMCO) |
Block 10 |
Regional |
Regional exploration |
The importance of having primary and secondary processing operations in Oman
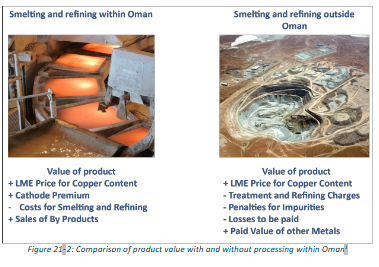
Copper pricing is governed by the London Metal Exchange prices with the amount received by the seller (e.g., mining company) dependent on the copper content of the raw material. Each step during copper ore processing results in a higher concentration of the metal in the raw material and, thus, a higher price. The value generated if Oman is to smelt and refine within the country vs export abroad is shown in Figure 21‑2, which demonstrates a clear advantage for the former.
There will be a need for additional concentrators in Oman
Following mining, the ore needs to be concentrated to remove unwanted materials (gangue) and prepare it for smelting. The only concentrator in Oman has a capacity of 1 million tons per annum, which will not be sufficient to process the ore that will be mined in the country. For instance, the Washihi copper-gold project, which is the most advanced copper project in Oman, has ore reserves of 9.7 million tons at 0.88% Cu and 0.22g per ton Au. In addition, the project owners Alara announced an updated JORC mineral resource estimate of 12.4 million tons of indicated resources (0.89% Cu and 0.22g per ton Au) and 3.7 million tons of inferred resources (0.79% Cu and 0.23g per ton Au).1 Outputs from this single project will be much larger than what can be processed by the Lasail concentrator. Furthermore, given there are other projects at advanced stages, considerable concentrator capacity will be required in Oman in the future. Thus, an investment in additional concentrator plants built at locations within easy access to these and future mining projects will help meet demand. Companies that can potentially help design and construct new concentrator plants include the ones shown in Table 21‑3.
Table 21‑3: Concentrator plant solution providers
|
Company |
Solution |
Website |
|
Metso Outotec |
Turnkey solution with modular units, which will potentially help easily expand capacity if required |
https://www.mogroup.com/portfolio/concentrator-plant/ |
|
Fluor |
Expertise in design, engineering and construction of concentrator plants. Over the last five years, Fluor has participated in the design and construction in over 30 small-scale and large-scale copper concentrator projects around the world ranging from 5,000-tpd to 240,000-tpd facilities. |
https://www.fluor.com/client-markets/urban/mining-metals-fertilizers/mining/copper |
Processing copper to cathode will add significant value
Secondary and further processing of copper leading to cathode production will add significant value to Oman’s copper. There are two types of processes that Oman can explore: pyrometallurgy and hydrometallurgy.
Pyrometallurgy
Pyrometallurgy is the traditional method for copper production. This method has been used in Oman in the past by OMCO, which owns and operated Oman’s only smelter in Wadi al Jizzi. The smelter ceased operations in 2016 when copper mining stopped in Oman. Although it may be possible to restart smelting once copper mining begins in Oman, it is likely that the existing smelter is based on outdated technology that is not efficient. Updating the smelter to incorporate the latest, most efficient technology will reduce operational costs in the long run. However, this will require significant investment of approximately €700 million and significant quantities of concentrate for processing. Thus lower cost alternatives should also be explored based on mining activity in the country. These include various forms of hydrometallurgical processing.
Hydrometallurgy
Hydrometallurgy-based processing requires significantly lower CAPEX compared to pyrometallurgy. Given that initially, at least, the mines in Oman may not produce significant quantities of ore and concentrate to feed into a new smelter, it would be prudent to explore hydrometallurgy. Technologies include the ones described below with an overview provided in Figure 21‑3.
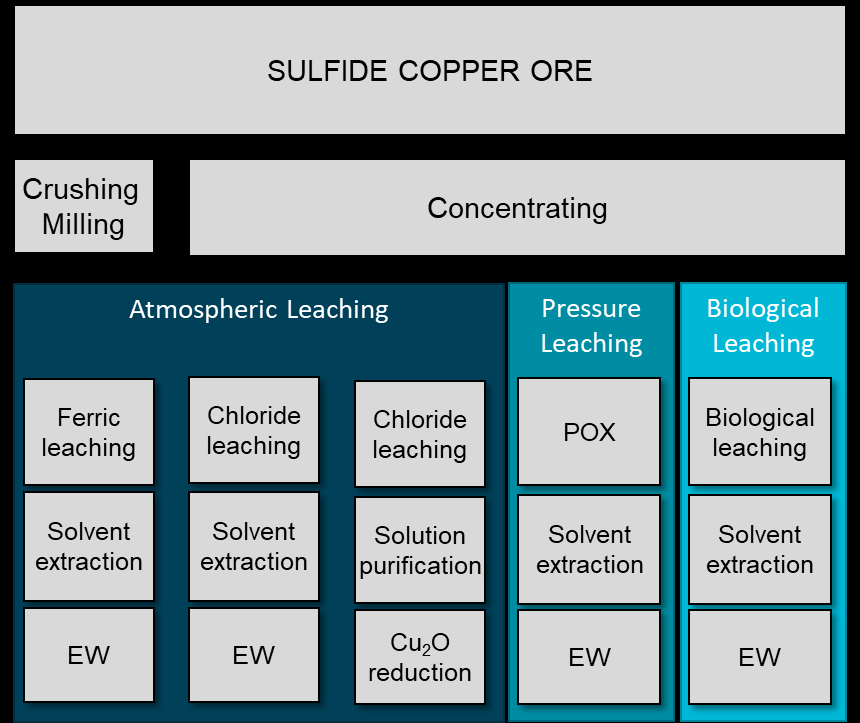
Figure 21‑3: Hydrometallurgy-based technologies
Atmospheric pressure vat-based hydrometallurgy processing
Atmospheric pressure vat-based leaching of copper sulphides is carried out at elevated temperatures, low pH and high chloride ion concentrations. Depending on the type of ore different leaching reactions are used (Figure 21‑4):
Ferric Sulphate Leaching
Ferric sulphate leaching of secondary sulphide ores has been successfully commercialised at the Cobre Las Cruces in Spain and Sepon copper plants, Laos. Following atmospheric leaching the leach residue is subjected to flotation to recover pyrite and elemental sulphur which is subsequently fed to an oxidising autoclave.
Chloride Leaching
Copper chloride leaching developed by Metso-Outotec is carried out in atmospheric leach reactors with cupric ions, Cu(II), in a chloride media at a pH between 2 and 2.8. The leach conditions are suitable for the leaching of all copper sulphide minerals, such as chalcopyrite, bornite, chalcocite, covellite and digenite.
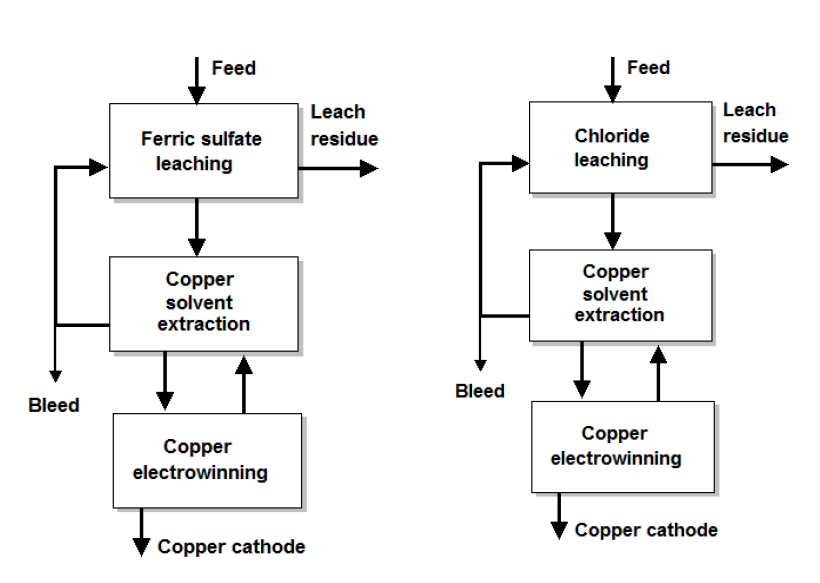
Figure 21‑4. Atmospheric vat-based copper leaching.
Case study: Cobre Las Cruces mine1
Cobre Las Cruces is the largest private industrial investment in the province of Seville in Andalusia, Spain, of almost €1,100 Million. The project used open pit mining with the final pit forecast to be 1,600 metres long and 900 m in diameter. The hydrometallurgical plant has produced over 585,000 tonnes of copper cathode produced since production began in 2009. Turnover in 2018 was €398 M, while the complex directly employs over 800 people and indirectly over 1500 people in the region.
The hydrometallurgical plant of this complex is unique in continental Europe. The process results in the production of copper cathode (99.999% copper) using a process that is considered by the international mining industry as clean technology for obtaining copper.
Process
The copper ore is crushed in three stages to particle sizes of less than 15mm. It is then stored in a silo with capacity for 3,500 tonnes of ore. Here the wet process begins, and the mineral is further ground using a ball mill until it achieves a size of under 150 microns and is transferred to the mill thickener. Next, copper is dissolved using atmospheric ferric leaching by mixing the crushed ore with oxygen and sulphuric acid. There are eight 350 m3 reactors connected sequentially. The process takes about 8 hours and ensures copper recoveries of above 90%. After clarification and cooling, the solution is stored in a regulating tank from where it is processed using solvent extraction, a process that eliminated the dissolved impurities. The next stage is electrowinning where the electrolyte is filtered and distributed into cells through which a continuous current is passed. After about 7 days in the cells, copper sheets are harvested.
Project phases
-
Start of exploration: 1992.
-
Discovery (May 1994) and evaluation of the mineral deposit: 1994-99.
-
Feasibility Study and Environmental Impact Assessment: January 2000 – March 2001.
-
Period for approving permits required for the start-up: 2001- 2006.
-
Land acquisition, Financing studies and start of detailed engineering: 2004-2005.
-
Acquisition of Project by INMET Mining:
-
70% in August 2005.
-
100% in June 2010.
-
-
Acquisition of Project by First Quantum Minerals
-
100% in April 2013.
-
-
Construction: 4th Quarter 2005 – 4th Quarter 2008.
-
Start of Production: June 2009.
-
Estimated production linked to the life of mine: until the end of 2020.
-
Closure: 2 years for site rehabilitation.
-
Post-closure Phase: 2 years.
Investment
Investment since the beginning of the project and turnover (in 2018) are shown in Table 21‑4.
Table 21‑4. Project investment and production data.
|
Investment (€M) |
|
|
Initial capital investment, assessment and feasibility study |
€70 |
|
Construction investment (2005-2008) |
€504 |
|
Initial bonds deposited |
€20 |
|
Civil liability insurance |
€30 |
|
Investment in water management plan |
€40 |
|
Total investment from start of project (1991-2019) |
€1,100 |
|
Production in 2018 |
70,738 T |
|
Production since 2009 |
585,000T |
|
Turnover 2018 |
€398 M |
Total pressure oxidation
Total POX is carried out in an autoclave reactor run in a continuous manner that is designed to operate in an oxidising, acidic environment at elevated temperature and pressure. Total POX autoclaves operate in sulphate-based environments at a temperature of greater than 200oC and pressures of between 30-40 atmospheres.
There are two principal copper concentrate pressure leaching methods commercially available: high temperature total pressure oxidation and medium temperature oxidation such as the CESL process (developed by Cominco Engineering Services Ltd, now a subsidiary of Teck). High temperature oxidation fully oxidizes all sulphides resulting in higher copper extraction (approximately 98.5% for high temperature verses approximately 96% for medium temperature) and higher sulphuric acid generation, while the medium temperature processes convert a significant percentage of the sulphide to elemental sulphur which can be disposed of in a standard tailings facility. If low grade acid is required for heap leaching activities, most mines consider high temperature pressure leaching, but if acid must be neutralized, medium temperature oxidation is preferred. Both methods are effective in the fixing of penalty elements such as arsenic.
Process
High-pressure oxygen gas is introduced into the autoclave in such a way as to maximise the dissolution of the gas into the solution phase. Once dissolved in the solution, oxygen reacts exothermically with sulphide minerals at the surface of the solid phase, forming sulphate ions that enter the solution phase (sulphuric acid). The leaching chemistry that takes place within a total POX autoclave is very complex and will vary from case to case according to the mineralogy of the concentrate fed to the autoclave. Following this, solvent extraction and electrowinning are carried out to produce copper cathode. The process diagram is shown in Figure 21‑5.
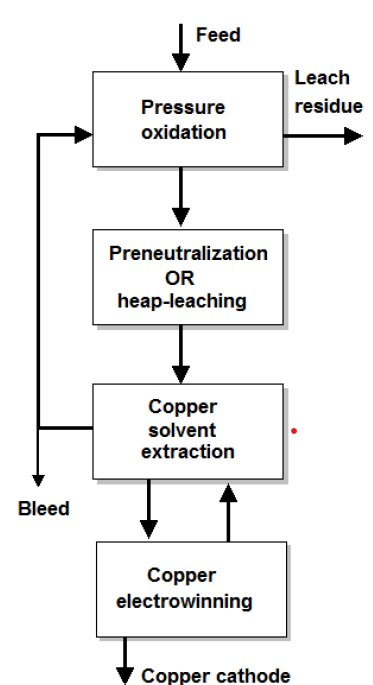
Figure 21‑5: Flow-chart for total pressure oxidation
Bioleaching
Bioleaching is the extraction of a metal from sulphide ores or concentrates using microorganisms including bacteria and archaea. Certain bacteria and archaea can catalyse the oxidation of sulphide minerals, and hence are applicable to the copper ores found in Oman. During the process microorganisms catalyze the oxidation of iron sulphides to create ferric sulphate and sulphuric acid. Ferric sulphate, which is a powerful oxidizing agent, then oxidizes the copper sulphide minerals and the copper contained is then leached by the sulphuric acid formed.
Biooxidation
Biooxidation is an associated process involving the oxidation of sulphide minerals associated with but not necessarily part of the mineral of interest to be extracted. For example gold can be extracted using biooxidation.
A number of different types of bioleaching plants are currently operational as shown in Figure 21‑6.

Figure 21‑6: Commercial bioleaching operations
Estimated costs and viability of the different secondary processing technologies
SI interviewed Metso Outotec, a Finnish company that provides solutions for Cu pyrometallurgy, hydrometallurgy (POX, Cl, Fe) and bioleaching. Based on their estimates of viability for each technology, we calculated the ore required for each category of greenfield plant. For evaluation the approximate value of known copper resources in Oman is between €6B to €7.6B.
Table 21‑5: Estimated costs of various secondary processing technologies
|
Technology |
Threshold for Viability (ktpa of cathode) |
Ballpark Greenfield Plant CAPEX |
Ore required* in ktpa (1.68% average) |
Approx. years to utilise potential resources (70,800kt) |
|
Smelting |
200 |
€700M |
12,000 |
6 years |
|
POX (no Au recovery) |
15-20 |
€390M for 100 ktpa plant |
6000 for 100 ktpa plant |
12 years |
|
Cl Leaching |
15-20 |
€310M for 100 ktpa plant |
6000 for 100 ktpa plant |
12 years |
|
Fe Leaching |
15-20 |
€310M for 100 ktpa plant |
6000 for 100 ktpa plant |
12 years |
|
Bio Leaching |
TBD |
TBD |
TBD |
TBD |
Financing concentrators, smelter or other secondary processing plants
Ideally concentrators should be financed and owned by mining companies that have projects underway. This could be one company owning and operating a concentrator. Alternatively, a series of concentrators can be jointly funded by multiple companies to share the investment burden and be set up at locations within easy access to their mines.
OMCO should assess the feasibility of refurbishing or upgrading their existing smelter. If a new smelter needs to be constructed, the feasibility of this should be determined by the timeline of completion of the mining projects that are currently being explored, and the output from these future mines. A new smelter can potentially be funded by external investors with interest in the mining sector. The smelter can be operated on a toll basis.
Alternatively, a lower cost hydrometallurgy option can be explored if the short- and medium-term mining outputs are not likely to meet a pyrometallurgy smelter’s input requirements. Such a secondary processing plant can be funded using external investors with interest in the mining sector.
Business canvas for processing
Figure Error! No text of specified style in document.-1shows the business canvas for processing. Future mining operations in Oman mean that there is the opportunity to process copper ore and sell higher value copper cathode both within the country and export abroad.
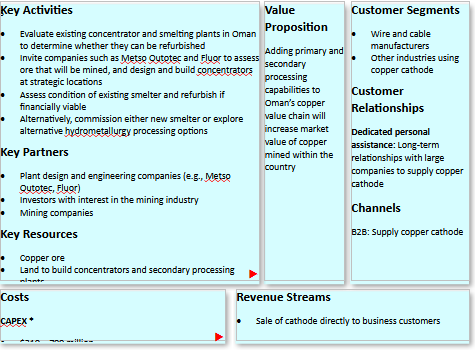
Figure ‑1: Business canvas for processing
Next steps
-
Identify ideal locations for a network of concentrators that mines can feed into.
-
Invite engineering companies to assess ore that will be mined and design process flow for concentrators.
-
Determine whether OMCO’s existing smelter can be refurbished or if a new smelter is required.
-
Explore hydrometallurgy as a lower cost option if future mining output will not meet input requirements of a new smelter.
LIST OF OPPORTUNITIES
All opportunities are listed below in their respective clusters. Click on each opportunity to find out more.