Background
The commercial value of silica sand is significantly affected by the presence and content of iron, aluminium, and other metal impurities that can have detrimental effects on downstream manufactured products1. Beneficiation of silica sand involves use of physical, chemical, and/or biological approaches to remove unwanted impurities and generate refined solid materials. The success of beneficiation depends on the nature of the contamination; for example, metal ions covalently bound to the sand cannot be removed by beneficiation, and the outcome must be tested empirically2.
Location of beneficiation plants is important because silica sand is a bulk commodity and transport costs are significant: for example, one interview quoted a price of $15-$19 per ton for silica sand suitable for glassmaking in Saudi Arabia, rising to $45-$48 per ton when land transport to Oman is included3. Silica sand quarries are usually located close to silica sand mines and no more than 300 km from the main customer base to limit transport costs4. Ideally, mines and quarries are located close to ports or other transport infrastructure; for example, in Malaysia, Terengganu Silica owns a private port that is 3 km from a beneficiation plant and silica mine5.
Required beneficiation processes depend on the amount and nature of the mineral impurities associated with the sand and the intended downstream applications3. The lack of detailed information on Omani silica deposits means that generating detailed recommendations for beneficiation of Omani silica sand is difficult. This section provides examples of beneficiation from established plants in other countries to inform future discussions. The focus is on beneficiation of silica sand for the glass industry, as this is a major downstream application of high purity silica sand and a local supply of Omani sand would benefit this industry (Section 16).
Typical beneficiation process
Beneficiation processes depend entirely on the physical and chemical properties of the silica sand deposits and the intended downstream application. However, a generalized process, developed for beneficiation of sand collected from two mines in Kerala, India, is described here.
The sand collected from the two mines is either blended in any proportion or taken individually and is first wet-screened using a single deck vibrating screen with a 600 gm screen. The oversize is discarded and the undersize is pumped to a second stage double deck vibrating screen fitted with 300 and 180 gm screens. The fraction below 180 gm is taken out separately, and the modified desired fractions are sent to the attrition mill. The attrition can be done through either batch or continuous processing. The attrited sand slurry is screened using a vibrating screen fitted with 600 gm screens. Once the attrition media is removed, the slurry is again passed through 120 gm screens to remove the slimes which contains much of the liberated iron and some broken attrition media as well as over-milled silica sand particles. This slurry is passed through wet magnetic separators to remove the remaining iron impurities. The non-magnetic slurry from the magnetic separator is sent to hydrocyclones for first stage de-watering and finally to a spiral classifier for final dewatering. The process is summarized in Figure 15‑11.
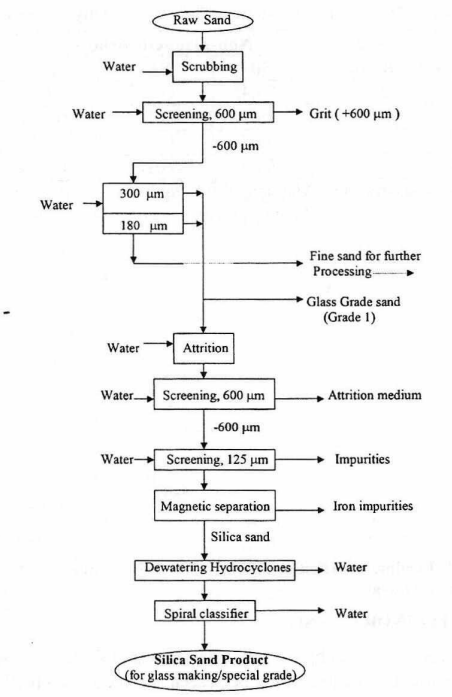
Figure 15‑1. Outline of main beneficiation steps required to process silica sand for glassmaking
Case study: Beneficiation by AKW Process Engineering and Design in Saudi Arabia
Saudi Arabia has abundant silica resources with high-grade silica sand occurring mainly in sandstone formations, which are easily crushed to yield silica sand. Beneficiation plants are located near quarries in the Riyadh and Taymah areas, with equipment supplied by AKW Equipment and Process Design1 for complete processing of silica sand using wet chemical treatments 2.
The capacities of these plants range from 120 to 160 tons of feed per hour and they mostly achieve a purity of less than 300 ppm of iron oxide after processing. The largest downstream application of the purified sand is Saudi Arabia’s large float glass industry, which requires more than 3000 tons of processed silica sand daily. Sand is also supplied for other industries including fibreglass production, ceramics and glazes, silica flour, filtration sand, poultry feed, and the construction industry3.
AKW provided illustrative data from two Saudi Arabian plants, with identifying details removed for confidentiality reasons (Figure 15‑2, Figure 15‑3).
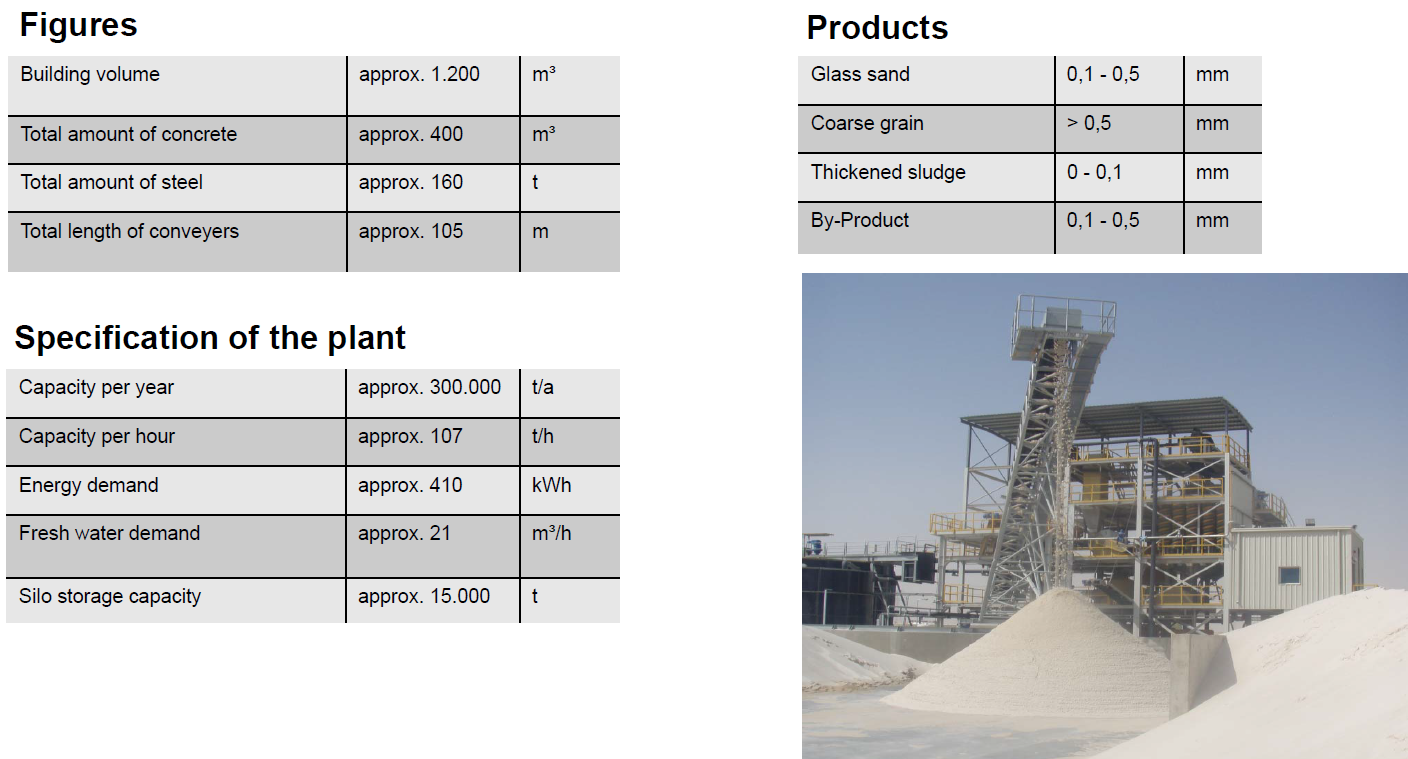
Figure 15‑2. Processing capacity of one Saudi Arabian plant, provided to SI by AKW (2010 data)
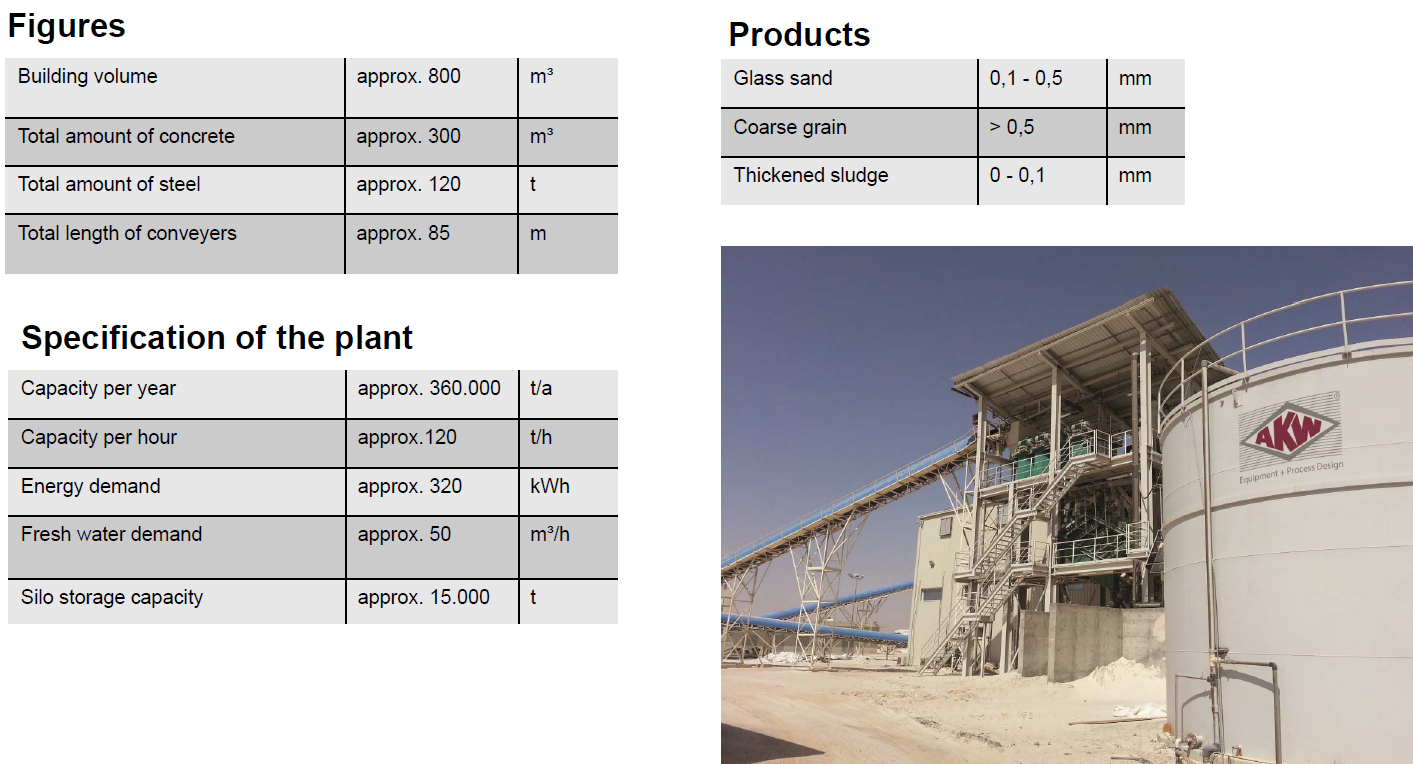
Figure 15‑3. Processing capacity of a second Saudi Arabian plant, provided to SI by AKW (2011 data)
Beneficiation setup and testing processes
AKW described the processes they typically apply for establishing beneficiation, which were followed when establishing the Saudi Arabian plants. AKW usually provides the hardware, software/control command system for plants, and the supervision for mounting and commissioning, along with training for the operators. In some countries, depending upon the skills and resources available locally, they can discuss and agree on a mixed sourcing. For example, in some cases, steelwork is sourced locally by the customer, meeting the specifications provided by AKW in manufacturing drawings. These approaches can help to reduce the capex with no compromise on the quality of the plant design.
AKW tests silica sand samples at their centre in Germany, where they reproduce each step of a process flow and analyse the chemistry at each stage. This allows them to evaluate the effect of each wet mechanical processing step on the silica sand purity. A particular focus is the iron oxide content but close control of the particle size distribution is also very important. They use this information to design the most suitable process solution. Purified silica sand from the Saudi Arabian plants is mostly sold to the glass industry.
Typically, approximately 9 to 12 months are needed to set up a functional beneficiation plant. Overall capex depends on the input capacity and other features.
Case study: Beneficiation by VRX Silica in Australia
The Australian company VRX Silica owns three high-value silica sand projects: Muchea, Arrowsmith North, and Arrowsmith Central. All are located near Perth, Western Australia. Together they have 1,056 million tonnes of silica sand (Muchea 208 million tonnes, Arrowsmith North 771 million tonnes, Arrowsmith Central 76.5 million tonnes1; Figure 15‑4).
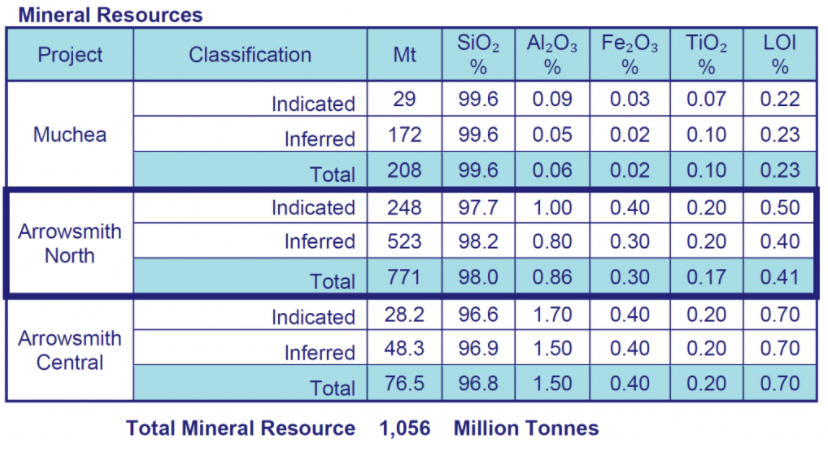
Figure 15‑4. Mineral resources at VRX Silica sites, reported in accordance with JORC Code 2012
Figure 15‑5 provides an example of purity data for Arrowsmith North, where sampling shows that silica sand can be beneficiated to be suitable for flat glass, container glass, and foundry sand1. Arrowsmith Central also has silica sand suitable for flat glass and container glass. VRX Silica obtained mining leases for each project and these have proved to be the key driver to finalise fixed price and tonnage contracts for Asian and US customers.
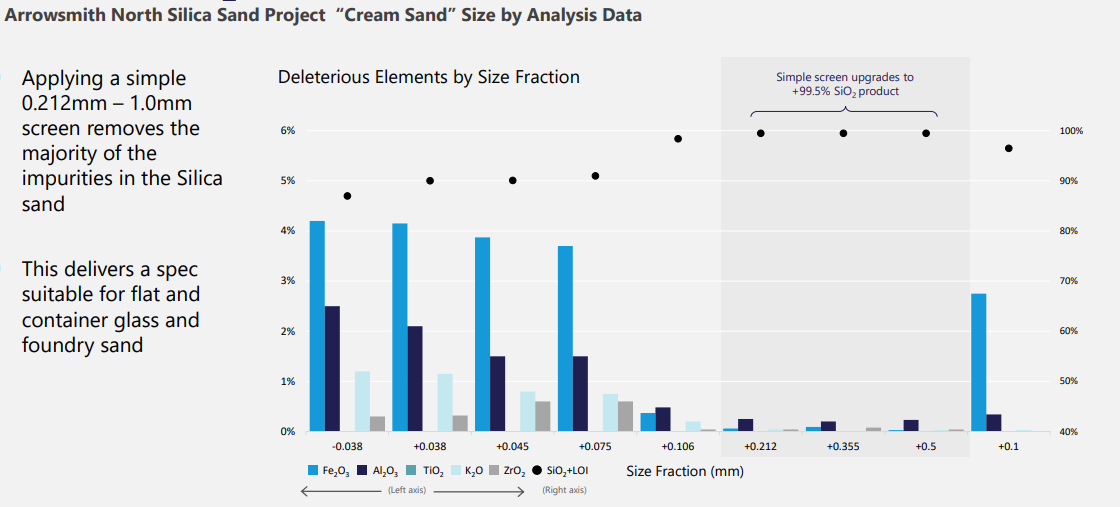
Figure 15‑5. Purities of Arrowsmith North silica sand
Cost estimates
The processing plant at each site includes simple processing and generates 2 million tonnes of product per annum (Figure 15‑6).
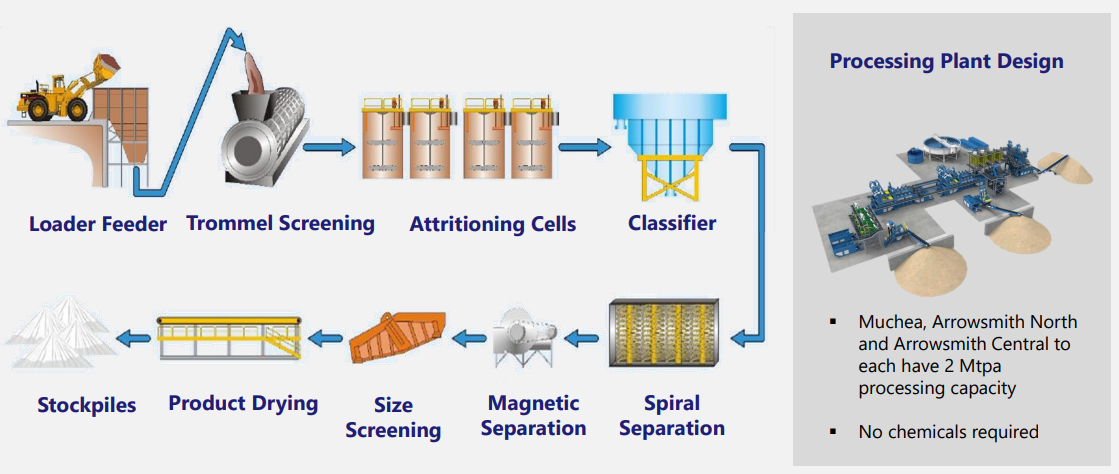
Figure 15‑6. Processing plant design at VRX Silica mines
Figure 15‑7 shows an estimate of the capital cost and the earnings potential at each site. The capex estimate includes simple “off the shelf” processing plants and convenient access to existing under-utilised rail access to port transport infrastructure. VRX Silica emphasises that the capex cost is low when compared to the earnings potential of each site.
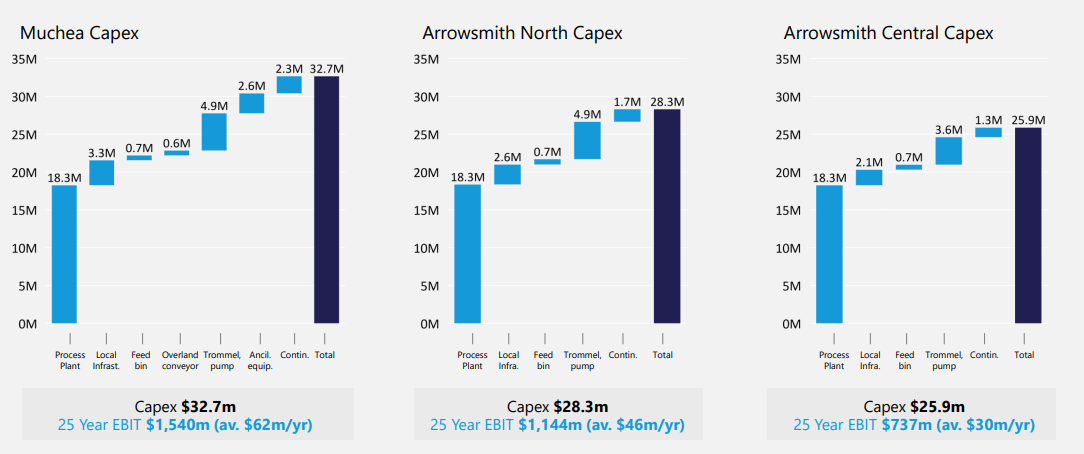
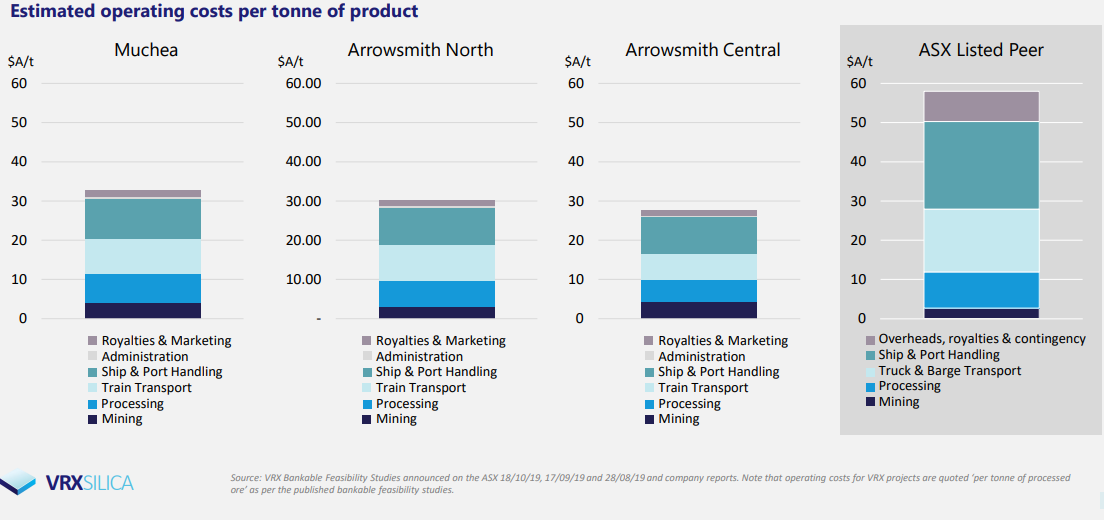
Figure 15‑8 shows the operating costs for VRX Silica projects. Note that processing is less than 25% of the operating cost of the whole process, with transport a very significant cost. However, the Arrowsmith locations are traversed by the Eneabba-Geraldton rail line, which provides direct access to the ship-loading facilities at the Geraldton Port and this link significantly reduces transport costs compared with ASX-listed peers.
Business canvas
Figure 15‑9 summarises the business proposition for beneficiation of silica sand. It assumes that a source of silica sand has been identified that is suitable for glass manufacture in Oman, and that a market research study has confirmed that an Omani and/or an export market exists for the glass type to be produced. Looking further ahead, sand could also be beneficiated for other silica products, but desk research suggests that many beneficiation plants are established to supply glassmaking industries, and this is the recommended starting point for Oman.
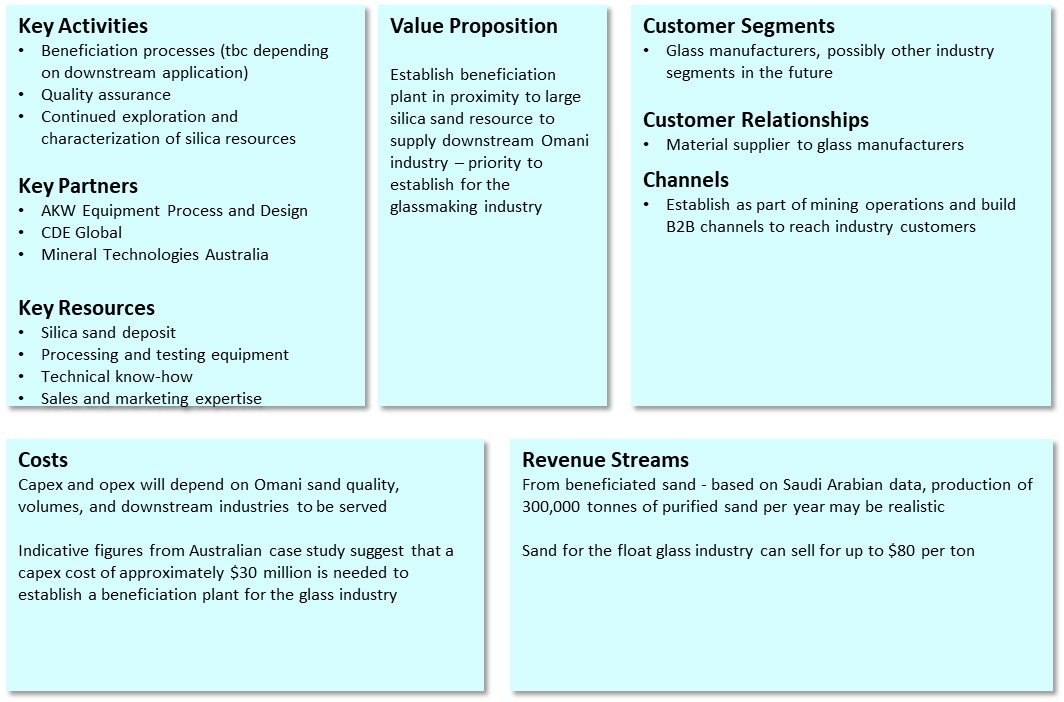
Figure 15‑9. Business canvas for establishing a silica beneficiation plant in Oman
Next steps
The recommended next steps for Oman are as follows:
-
Identify silica sand deposits.
-
Identify a partner company who can carry out testing and provision of beneficiation services (see Section ).
-
Conduct sampling and testing of deposits to establish that there are sufficient reserves to justify the investment of setting up a beneficiation plant nearby. For example, VRX Silica has reserves sized from 75 million and 770 million tonnes of sand at its sites. AKW Equipment Process and Design has the facilities and expertise to conduct sampling and testing and has expertise in working with material from desert environments, so is a recommended partner for Oman.
-
In parallel, conduct a market study to decide on downstream markets, which will determine the purity needed from the beneficiation plant.
-
Identify a mining company who will supply raw material for the beneficiation plant. A mining company may seek investment to extend their operations to include a beneficiation plant, or may partner with a third party company that runs the beneficiation plant.
-
Decide on location of beneficiation plant. Ideally, a plant should be located near both to raw material supplies and to downstream industries, as this minimizes transport costs for bulk sand. If this is not possible, low-cost transportation options are essential (case study for VRX Silica illustrates the cost savings that can be made with convenient transportation options; Figure 15‑8).
-
A pilot study of beneficiation using the identified raw material and equipment supplied by a third party such as AKW is recommended before moving to full implementation. If the outcome of the pilot study is promising, gain investment to fund the setup of a plant. This will require both physical equipment and technological know-how, but AKW is a good starting point for the process.
Recommended partners
The best partner for beneficiation depends on the technologies required, which in turn depends on both the quality of the sand and on the intended downstream application. Majan Glass is in discussion with three potential suppliers regarding beneficiation: AKW Equipment Process and Design, Mineral Technologies Australia, and CDE Global. These partners are discussed in Error: Reference source not found.
Table –1. Potential partners for silica beneficiation
|
Organisation |
Description |
|
AKW Equipment Process and Design |
AKW has a 150-year history in processing of industrial minerals or non-metallic ore and longstanding experience in excavation, processing, and valorization of silica sand, kaolin, and feldspar. The company promotes its equipment as proven to work in difficult environments, including desert areas in the Middle East, coastal regions with problems of high salt corrosion, or in very cold locations such as Russia. AKW has a proven track record of establishing and supplying beneficiation plants in Saudi Arabia, where environmental challenges are likely to be similar to those in Oman. AKW’s headquarters and technical centre are in Germany, where all the engineering is done. The German technical laboratory includes the following equipment: washing drum, fine screening, hydrocyclone rigs, attrition cells, upstream classifier and sorter, hydro jig, spirals, magnetic separator, thickener, density sorter, and membrane chamber filter press. The laboratory can conduct the following tests at lab or at pilot scale: classifying, sorting, solid/liquid separation, gravimetric preparation/dry separation, thickening, dewatering, and magnetic separation. It generates comprehensive test reports and performance guarantees. AKW is also a majority shareholder in a joint venture in China and uses this as a platform to supply the local market and to source equipment where appropriate. AKW also has a local employee based in UAE who is a technical sales expert, who would be available to travel to Oman to support project executions as needed. |
|
Mineral Technologies Australia |
Mineral Technologies Australia offers solutions for mining operations for iron ore, mineral sands, silica sand, coal, chromite, gold, tin, tungsten, tantalum, and others1. The company was established in the 1950s to separate heavy minerals from local sands on the east coast of Australia but has expanded to working worldwide. The company offers process solutions across entire project lifecycles, including plant design, equipment design, manufacture and supply, metallurgical testing, process audits, and plant delivery. Mineral Technologies Australia has completed many projects in the Far East across India, Australia, and Malaysia. For example, the company designed and supplied equipment to Terengganu Silica’s beneficiation plant in Terengganu, Malaysia (Asia’s largest silica resource) in 2014 to 2015. The company has supplied metallurgical testing, detailed process and plant design, and instrumentation and control design. They also provided technical support for procurement and construction, as well as for plant commissioning and operation. The design was completed to a standard such that local Malaysian engineering companies could complete the construction. Majan Glass regards Mineral Technologies Australia as a premium supplier who could supply beneficiation services in Oman313. |
|
CDE Global |
CDE specializes in wet processing and has completed over 2000 projects, operating in challenging environments across the globe2. The company supplies equipment to glass sands operators across the world. For example, the company has developed a bespoke turnkey silica sand wash plant for the Tunisian company SOMEVAM and has recently announced plans for a second. They have also supplied equipment to the world’s largest glass bottle manufacturer Owens-Illinois Inc. They are also regarded by Majan Glass as a potential premium partner to supply beneficiation equipment for the glassmaking industry in Oman. |