PRODUCTION OF CHROMITE FOUNDRY SAND
Background
Chromite foundry sand is a crucial and irreplaceable commodity in casting of steel and metals because of its unique thermal properties. It provides high resistance to penetration of liquid metal, compared to other sands and is often used for parts with complicated shapes, e.g., in the automotive industry. It is also used in the production of green glass and well fillers. There is no substitute for these sands, which can achieve prices of USD 380 – 540 per ton. Currently the market is dominated by South African sands, which are mined from layered deposits naturally low in silicates (the SiO2 content must be below 1%). 1 It is known that some companies (China and elsewhere) have used metallurgical grade chromite sand for production of foundry sand using screening methods

Figure 29‑1: Chromite foundry sand (source: Mineral -Loy, South Africa)
Chromite foundry sand market
Only ~ 1 million tons of 30 million tons of chromite ore produced annually is used as foundry sand. In 2017, foundry sand achieved prices of above USD 350/t which rose by USD 100/t in 20181 , giving a total market size between USD 350 million and USD 450 million.
Chromite containing foundry sand is currently dominated by sands from South Africa (layered intrusion chromite deposits with a very low SiO2 content), which place these materials high in the EU classification of critical raw materials. This is difficult to replace, but three alternatives have been explored:
-
Chromite sands (SpheriChromeTM) by Oregon Resources Corporation. The parent company has since gone into liquidation and no evidence was found that this product has been successful in the market2,3,4. The product had a larger grain size than South African foundry sand and was also marketed as a replacement for zirconium material.
-
Chromite sands from ophiolite chromite ores. In these sands the silicate impurities assemblage is dominated by olivine, with low or negligible amounts of serpentine.
-
Chinese chromite foundry sand. Chromite sands produced in China by screening metallurgical grade chrome (typically, this is all consumed domestically, but they may possibly be exported to Europe in the future).
Chromite foundry sand from metallurgical-grade ophiolite chromite
Amongst the above three options and due to its relevance to Omani chromite, we searched published scientific literature for research on the suitability of ophiolite chromite as foundry sand. We identified work done by researchers in Italy and France led by Prof Alessandro Cavallo and Prof Giovanni Grieco who are investigating the use of metallurgical-grade ophiolite chromite as foundry sand. To make such chromite suitable involves reducing the silica content significantly with beneficiation processes. Beneficiation is most efficient with small grain size, while foundry sand is required to have larger grain sizes (in the range of 40 -100 micrometres), resulting in a trade-off between grain size and chemical quality. Thus, the process needs to be optimised. The ability to remove the silica also depends on the exact geology, e.g., serpentine is more difficult to remove from chromite compared to olivine. 1
Recently, the researchers compared two chromite concentrates from ophiolite deposits in Iran and Greece with South African chromite sands. They found that both the Iranian and Greek chromite were not directly suitable, however with limited purification Greek ophiolite chromite could be made suitable for use in the foundry market. Investigations into Albanian materials including process improvements are still ongoing by the same Italian research group.
Suitability of Omani chromite as foundry sand
According to Prof Alessandro Cavallo and Prof Giovanni Grieco, Omani chromite may potentially be suitable for foundry sand materials because the olivine in large parts of the ophiolite is in not serpentinised. However, further investigations would be needed are different mine sites.
Prof Cavallo can potentially help with evaluating the suitability of Omani chromite as foundry sand. He suggested the following approach:
-
Identification of the extraction sites and the quantities produced, as well as the number and type of existing processing plants. Determine ore grade and tonnage of each site.
-
Sampling of feed and concentrate at each site.
-
Preliminary mineralogical, textural and chemical characterization, as well as technical properties (e.g., acid demand test).
-
Only if preliminary investigations are promising, further testing and optimization of treatment processes should proceed.
-
Indicative cost for the evaluation of a site with an attached concentration plant: of the order of € 10,000 (excluding travel and accommodation). Any additional sites would be cheaper, as an estimate € 6,000 was given.
-
-
If these preliminary investigations are promising, the next step could be considered with the activation of a research grant (€ 25,000 per year, for 2 years), to proceed with detailed evaluation with tests to optimise the enrichment process.
Business canvas for chromite foundry sand
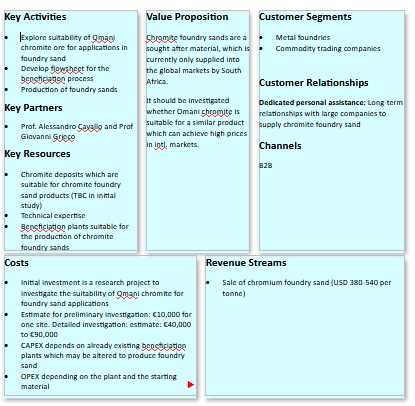
Figure 29-2. Business canvas for chromite foundry sand.
Next steps